Co jsou polyamidy s krátkým a dlouhým řetězcem
Polyamidy s méně než 10 atomy uhlíku v řetězci se obecně označují jako polyamidy s krátkým řetězcem (nebo nylony s krátkým řetězcem), například polyamid 6 (PA6), polyamid 66 (PA66) a polyamid 46 (PA46). Polyamidy s 10 a více atomy uhlíku v řetězci se nazývají polyamidy s dlouhým řetězcem (nebo nylony s dlouhým řetězcem), jako jsou polyamid 610 (PA610), polyamid 612 (PA612), polyamid 1012 (PA1012) a polyamid 12 (PA12). Díky nižšímu obsahu amidových vazeb v polyamidech s dlouhým řetězcem mají ve srovnání s polyamidy s krátkým řetězcem nižší nasákavost, lepší rozměrovou stabilitu a lepší tažnost.
PA12 Aplikace a alternativy
PA12, typ polyamidu s dlouhým řetězcem, se používá především v automobilových komponentech, 3D tisku, strojírenství a letectví. V automobilových komponentech se PA12 vyztužený skleněnými vlákny (GF) používá především v systémech palivového potrubí, automobilových odpařovacích systémech a rychlospojkách. V současné době drží technologii vstřikování PA12 a jeho modifikovaných materiálů především zahraniční modifikační společnosti, jako jsou Arkema ve Francii, Evonik v Německu a Ube Industries v Japonsku. Ačkoli se na domácím trhu provádí výzkum pryskyřic PA12 a jejich modifikovaných materiálů, v Číně zatím neexistuje průmyslová výroba pryskyřic PA12. Cena materiálů PA12 v Číně je proto stále velmi vysoká, a proto má výzkum a vývoj alternativních materiálů PA12 značný praktický význam. Kromě toho mají polyamidy s dlouhým řetězcem vyrobené z částečně nebo plně biologických materiálů, jako jsou PA610, PA612 a PA1012, ekologické výhody oproti PA12, který se získává z neobnovitelných fosilních paliv.
Fuchen Nový materiál's Research
Společnost Fuchen New Material porovnala vlastnosti tří materiálů: PA612, PA1012 a PA12 vyztužené GF30, všechny s obsahem skleněných vláken 30%. Provedli také zkušební výrobu na formě sériově vyráběného rychlospojky palivového potrubí pro automobily, aby porovnali vlastnosti těchto materiálů. Tento výzkum poskytuje základ pro následný vývoj alternativ k materiálům PA12/GF30 s použitím jiných typů vyztužených polyamidů s dlouhým řetězcem.
Shrnutí klíčových bodů
(1) Pevnost v tahu, pevnost v ohybu a modul pružnosti v ohybu jsou nejlepší u materiálů PA612/GF30, následují materiály PA1012/GF30 a nejhorší jsou materiály PA12/GF30.Ať už se však jedná o rázovou pevnost v zářezu při pokojové teplotě nebo při nízké teplotě, nejlepší je materiál PA1012/GF30, druhý je materiál PA12/GF30 a nejhorší je materiál PA612/GF30.
(2) Pořadí hustoty materiálu, teploty tepelné deformace a teploty tání od vysoké po nízkou je následující: PA612/GF30, PA1012/GF30, PA12/GF30. Míra smrštění tří polyamidů s dlouhým řetězcem vyztužených GF je stejná a míra absorpce vody je nízká, což se příliš neliší, ale vzhled výrobků vstřikovaných z materiálu PA1012/GF30 je lepší než u PA612/GF30.
(3) Na základě vlastností materiálu a situace při vstřikování je materiál PA1012/GF30 ekonomicky nejvýhodnější alternativou k materiálu PA12/GF30.
Příprava materiálu
Suroviny PA612 a PA1012 byly sušeny při 100 ℃ po dobu 4 hodin a příslušné materiály byly zváženy podle poměru hmotnostních frakcí matrice pryskyřice, GF a antioxidantu 69,8% a 30% 0,2%. Pryskyřice a antioxidant byly nejprve přidány do vertikálního míchadla a rovnoměrně promíchány a poté přidány do souměrného dvoušnekového extrudéru. Poté se vytlačené proužky ochladí vodou a vysuší fénem a pelety se granulují granulátorem.Teplota podávací části extrudéru je 230 ~ 250 ℃, teplota tavicí části je 210 ~ 230 ℃, teplota hlavové části je 230 ~ 250 ℃ a rychlost hostitelského šneku je 350 ~ 380 otáček za hodinu.
Po vysušení připravených pelet se vstřikovacím strojem připraví standardní drážka.Teplota je 230~260 ℃, dekomprese je 80mpa a čas je 35s.Drop P12/GF30 při 100 ℃ po dobu 4 hodin.
Hlavní výsledky
(1) Mechanické vlastnosti
Na následujícím obrázku je znázorněno zvyšování síly popsané GF.Pevnost v tahu, pevnost v ohybu a modul pružnosti v ohybu materiálů PA612/GF30 jsou nejlepší, následují materiály PA1012/GF30 a nejhorší jsou materiály PA12/GF30.Pevnost v tahu, pevnost v ohybu a modul pružnosti v ohybu materiálu PA612/GF30 jsou o 50, 50 MPa a 1 200 MPa vyšší než u materiálu PA12/GF30.Pevnost v tahu, pevnost v ohybu a modul pružnosti v ohybu materiálu PA1012/GF30 jsou o 16 MPa, 15 MPa a 400 MPa vyšší než u materiálu PA12/GF30. ať už se však jedná o rázovou pevnost v zářezu při pokojové teplotě nebo při nízké teplotě, materiál PA1012/GF30 je nejlepší, materiál PA12/GF30 je druhý a PA612/GF30 je nejhorší.
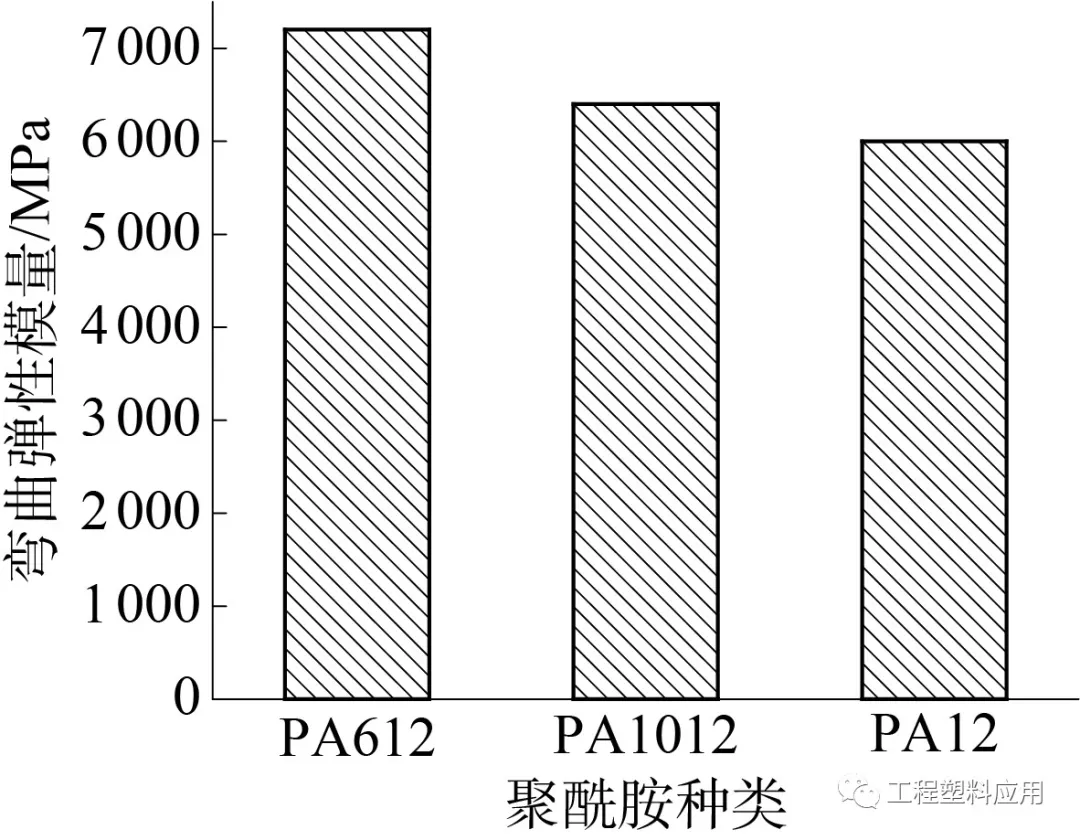
Srovnání modulu pružnosti v ohybu

Srovnání pevnosti v ohybu
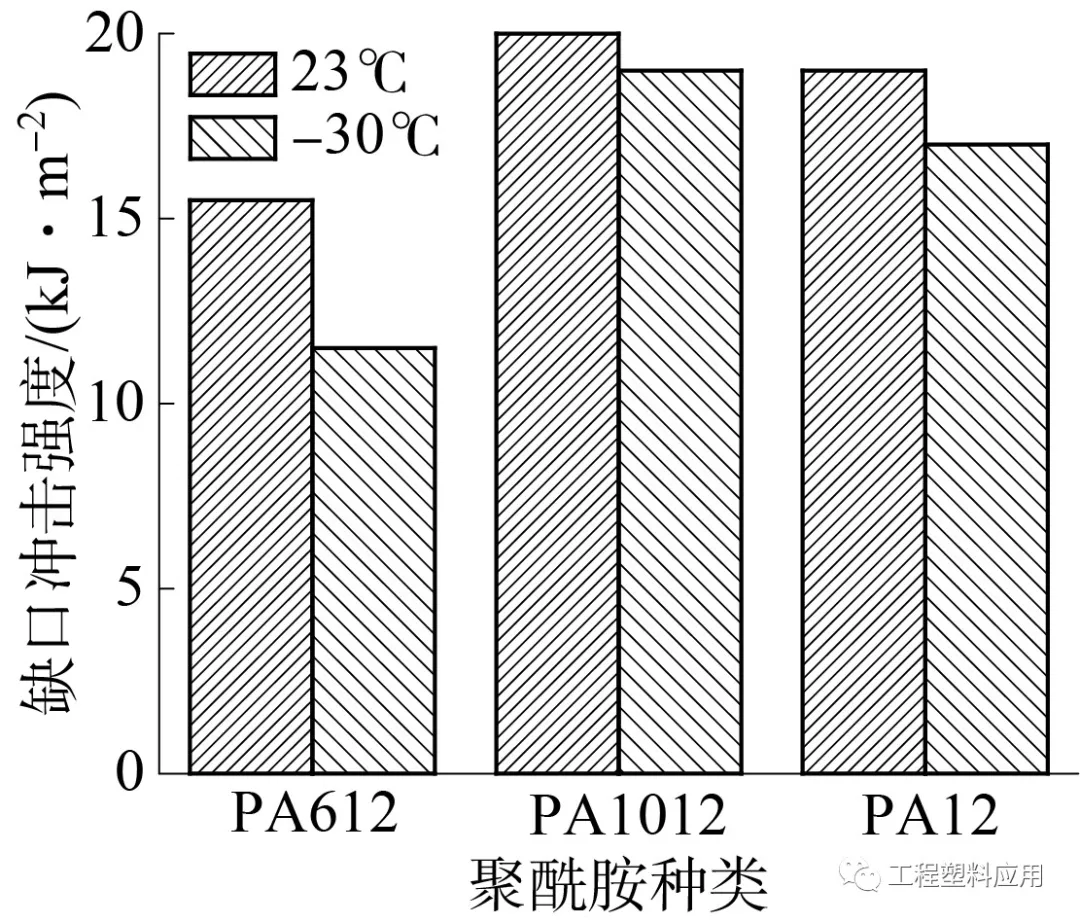
Srovnání rázové pevnosti v zářezu

Srovnání pevnosti v tahu
GF zvyšuje rozdíly ve vlastnostech různých polyamidů s dlouhým řetězcem především díky rozdílné molekulární struktuře polyamidů s dlouhým řetězcem.Molekulární struktura různých polyamidů s dlouhým řetězcem je znázorněna na obrázku níže.Se zvyšujícím se obsahem amidové skupiny se zvyšuje symetrie molekulárního řetězce a krystalinita, zvyšuje se také jeho pevnost; naopak se snižujícím se obsahem amidové skupiny (nárůst methylové skupiny v molekulárním řetězci polyamidu) se postupně snižuje pevnost a zvyšuje poddajnost.
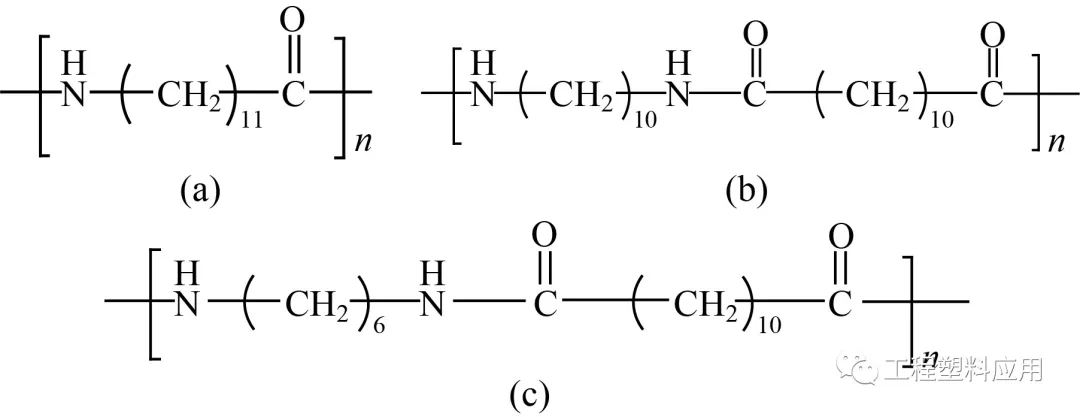
a—PA12;b—PA1012;c—PA612
(2) Při praktickém použití technických plastů, zejména u okolních materiálů součástí automobilových motorů, je třeba věnovat zvláštní pozornost teplotě tepelné deformace materiálů.Na obrázku níže je uvedena teplota tepelné deformace GF vyztužených polyamidy s různě dlouhým řetězcem.Je vidět, že nejvyšší teplota tepelné deformace materiálu PA612/GF30 je 185 ℃, následuje materiál PA1012/GF30, který má 175 ℃, a nejhorší je materiál PA12/GF30, který má 160 ℃. To může být způsobeno tím, že PA612 má nejvyšší obsah amidů a největší krystalinitu, což vede k nejvyšší teplotě tepelné deformace. vyšší teplota tepelné deformace znamená, že materiál lze použít v automobilových dílech s vyššími teplotními požadavky.
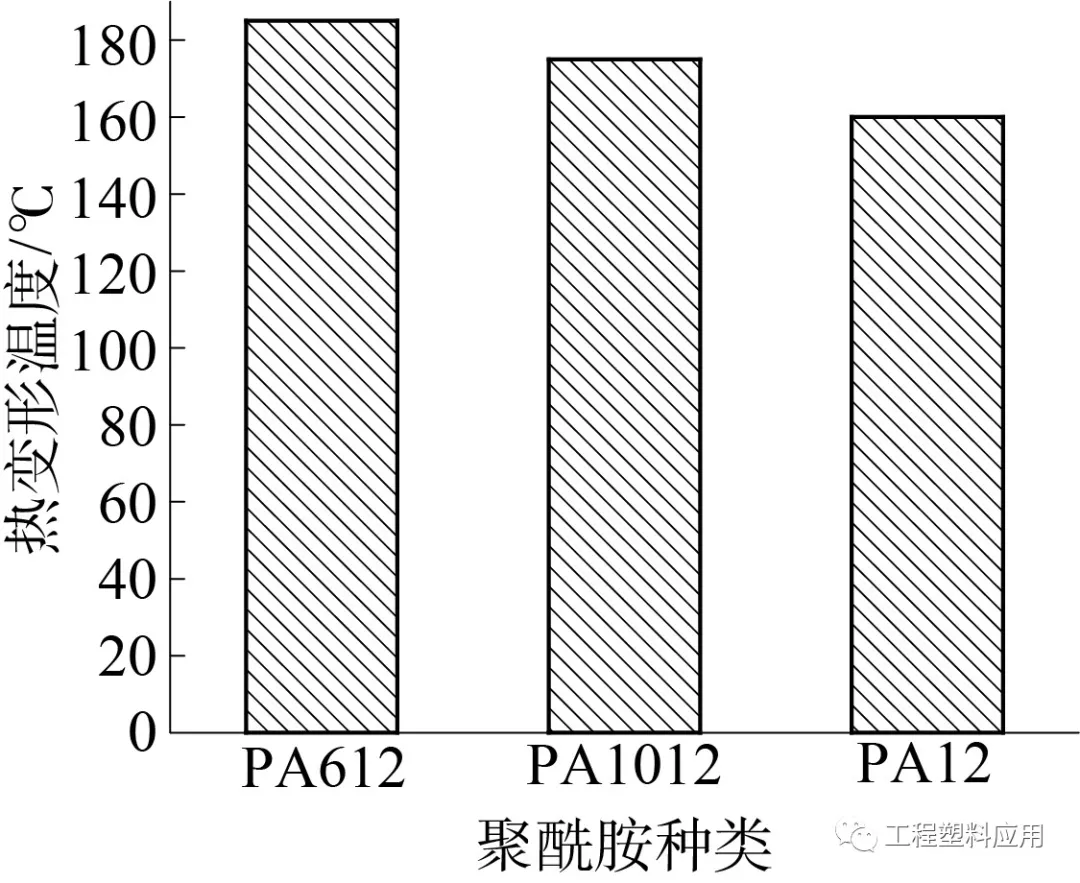
Srovnání teplot tepelné deformace
(3) Srovnání skutečných vstřikovaných výrobků
Na příkladu vstřikování rychlospojek automobilového odpařovacího systému byla porovnána kvalita vstřikování tří polyamidových materiálů s dlouhým řetězcem vyztužených GF na vstřikovacím stroji. Postup vstřikování je uveden v tabulce 1. Skutečné srovnání kvality vstřikování různých výrobků z polyamidu s dlouhým řetězcem vyztužených GF je uvedeno v tabulce 2. Jak je patrné z tabulky 2, rozměry materiálů PA612/GF30 a PA1012/GF30 splňují požadavky zákazníka, ale vzhled materiálu PA1012/GF30 je lepší než vzhled materiálu PA612/GF30. to může být způsobeno tím, že teplota tání materiálu PA612/GF30 je vyšší než teplota tání materiálu PA1012/GF30. Za stejných podmínek vstřikování je tekutost materiálu PA1012/GF30 lepší. kromě toho jsou výrobky vyrobené z PA1012/GF30 o 0,1 g těžší než výrobky vyrobené z PA12/GF30, zatímco výrobky vyrobené z PA612/GF30 jsou o 0,5 g těžší než výrobky vyrobené z PA12/GF30. soudě podle vlastností materiálu a skutečné situace při vstřikování je PA1012/GF30 nejekonomičtějším materiálem, který nahrazuje PA12/GF30.