Čo sú polyamidy s krátkym a dlhým reťazcom
Polyamidy s menej ako 10 atómami uhlíka v reťazcoch sa všeobecne označujú ako polyamidy s krátkym reťazcom (alebo nylóny s krátkym reťazcom), ako napríklad polyamid 6 (PA6), polyamid 66 (PA66) a polyamid 46 (PA46). Polyamidy s 10 alebo viac atómami uhlíka v reťazcoch sa nazývajú polyamidy s dlhým reťazcom (alebo nylóny s dlhým reťazcom), ako napríklad polyamid 610 (PA610), polyamid 612 (PA612), polyamid 1012 (PA1012) a polyamid 12 (PA12). Vďaka nižšiemu obsahu amidových väzieb v polyamidoch s dlhým reťazcom majú v porovnaní s polyamidmi s krátkym reťazcom nižšiu absorpciu vody, lepšiu rozmerovú stabilitu a lepšiu ťažnosť.
PA12 Aplikácie a alternatívy
PA12, typ polyamidu s dlhým reťazcom, sa používa najmä v automobilových komponentoch, 3D tlači, strojárstve a letectve. V automobilových komponentoch sa PA12 vystužený sklenenými vláknami (GF) používa najmä v systémoch palivového potrubia, automobilových odparovacích systémoch a rýchlospojkách. V súčasnosti technológiu vstrekovania PA12 a jeho modifikovaných materiálov vlastnia najmä zahraničné modifikačné spoločnosti, ako sú Arkema vo Francúzsku, Evonik v Nemecku a Ube Industries v Japonsku. Hoci sa uskutočnil domáci výskum živíc PA12 a ich modifikovaných materiálov, v Číne zatiaľ neexistuje priemyselná výroba živíc PA12. Preto je cena materiálov PA12 v Číne stále veľmi vysoká, a preto má výskum a vývoj alternatívnych materiálov PA12 veľký praktický význam. Okrem toho polyamidy s dlhým reťazcom vyrobené z čiastočne alebo úplne biologických materiálov, ako sú PA610, PA612 a PA1012, majú environmentálne výhody oproti PA12, ktorý sa získava z neobnoviteľných fosílnych palív.
Nový materiál Fuchen's Research
Spoločnosť Fuchen New Material porovnala vlastnosti troch materiálov: PA612, PA1012 a PA12 vystužené GF30, všetky s obsahom sklenených vlákien 30%. Vykonali tiež skúšobnú výrobu na forme sériovo vyrábaného rýchlospojky palivového potrubia pre automobily, aby porovnali vlastnosti týchto materiálov. Tento výskum poskytuje základ pre následný vývoj alternatív k materiálom PA12/GF30 s použitím iných typov vystužených polyamidov s dlhým reťazcom.
Zhrnutie kľúčových bodov
(1) Pevnosť v ťahu, pevnosť v ohybe a modul pružnosti v ohybe materiálov PA612/GF30 sú najlepšie, nasledujú materiály PA1012/GF30 a najhoršie sú materiály PA12/GF30.Avšak, či už ide o pevnosť v náraze pri izbovej teplote alebo pri nízkej teplote, materiál PA1012/GF30 je najlepší, materiál PA12/GF30 je druhý a materiál PA612/GF30 je najhorší.
(2) Poradie hustoty materiálu, teploty tepelnej deformácie a teploty topenia od vysokej po nízku je: PA612/GF30, PA1012/GF30, PA12/GF30. Miera zmrštenia troch polyamidov s dlhým reťazcom vystužených GF je rovnaká a miera absorpcie vody je nízka, čo sa veľmi nelíši, ale vzhľad výrobkov vstrekovaných z materiálu PA1012/GF30 je lepší ako vzhľad PA612/GF30.
(3) Na základe vlastností materiálu a situácie pri vstrekovaní je materiál PA1012/GF30 najekonomickejšou alternatívou k materiálu PA12/GF30.
Príprava materiálu
Suroviny PA612 a PA1012 sa sušili pri 100 ℃ počas 4 hodín a príslušné materiály sa odvážili podľa pomeru hmotnostných frakcií živicovej matrice, GF a antioxidantu 69,8% a 30% 0,2%. Živica a antioxidant sa najprv pridali do vertikálneho miešača a rovnomerne sa premiešali a potom sa pridali do súmerného dvojšnekového extrúdera. Potom sa vytlačené pásy ochladia vodou a vysušia sušičom vlasov a pelety sa granulujú granulátorom.Teplota podávacej časti extrúdera je 230 ~ 250 ℃, teplota taviacej časti je 210 ~ 230 ℃, teplota hlavovej časti je 230 ~ 250 ℃ a rýchlosť hostiteľskej skrutky je 350 ~ 380 otáčok za hodinu.
Po vysušení pripravených peliet sa štandardná drážka pripraví pomocou vstrekovacieho stroja.Teplota je 230~260 ℃, dekompresia je 80mpa a čas je 35s.Drop P12/GF30 pri 100 ℃ počas 4 hodín.
Hlavné výsledky
(1) Mechanické vlastnosti
Na nasledujúcom obrázku je znázornený výkon zvyšujúci silu opísaný GF.Pevnosť v ťahu, pevnosť v ohybe a modul pružnosti v ohybe materiálov PA612/GF30 sú najlepšie, nasledujú materiály PA1012/GF30 a najhoršie sú na tom materiály PA12/GF30.Pevnosť v ťahu, pevnosť v ohybe a modul pružnosti v ohybe materiálov PA612/GF30 sú o 50, 50 MPa a 1 200 MPa vyššie ako pri materiáloch PA12/GF30.Pevnosť v ťahu, pevnosť v ohybe a modul pružnosti v ohybe materiálu PA1012/GF30 sú o 16, 15 MPa a 400 MPa vyššie ako pevnosť materiálu PA12/GF30.
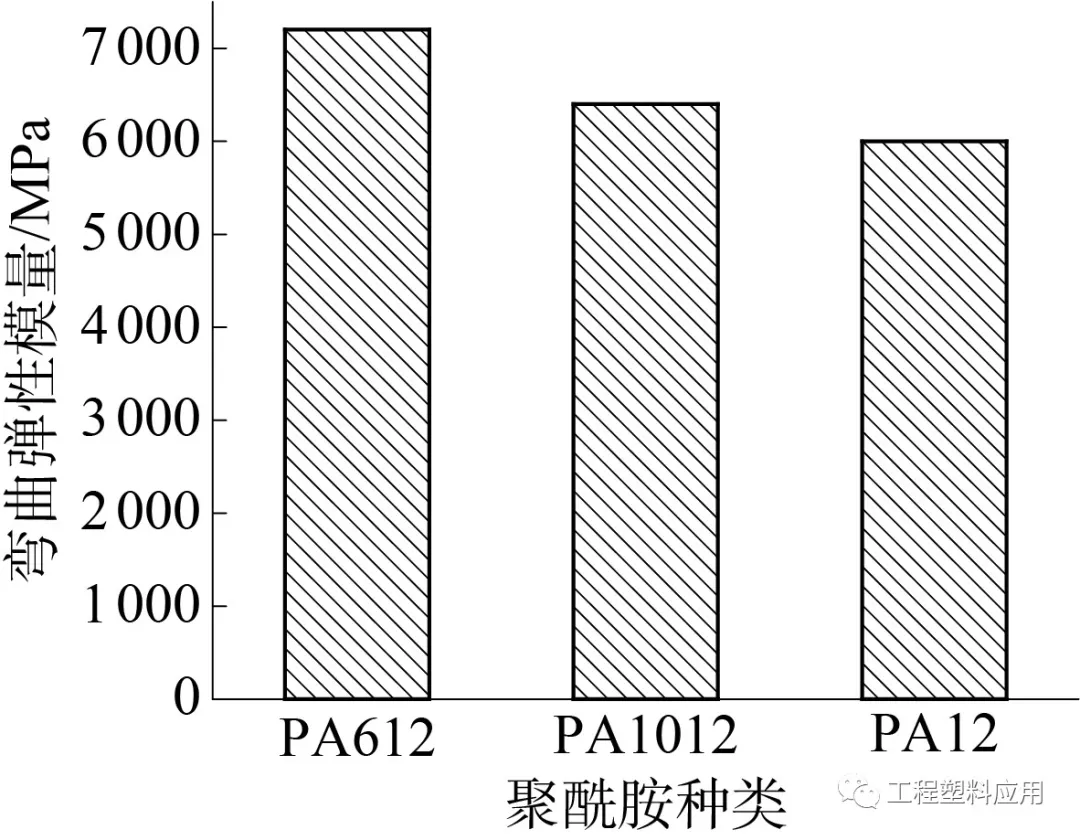
Porovnanie modulu pružnosti v ohybe

Porovnanie pevnosti v ohybe
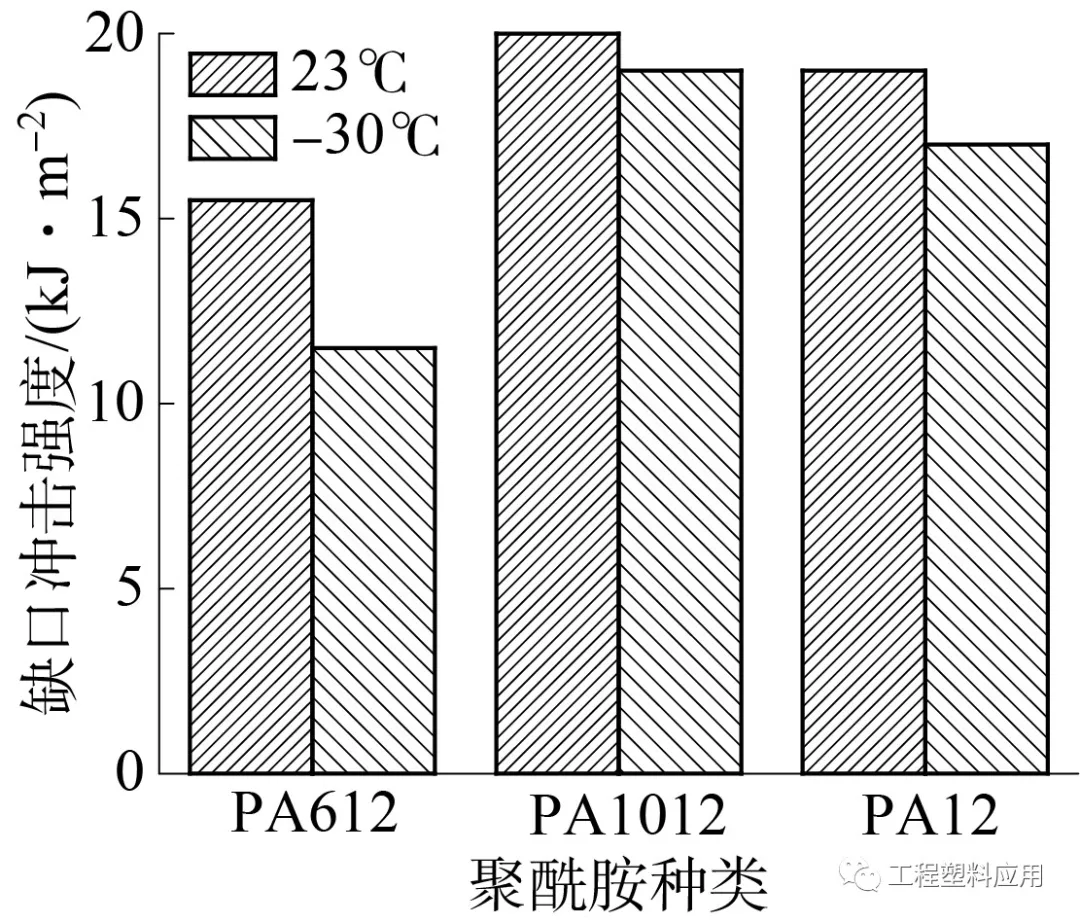
Porovnanie nárazovej pevnosti zárezu

Porovnanie pevnosti v ťahu
GF zvyšuje rozdiely vo výkone rôznych polyamidov s dlhým reťazcom najmä v dôsledku rozdielnej molekulovej štruktúry polyamidov s dlhým reťazcom. molekulová štruktúra rôznych polyamidov s dlhým reťazcom je znázornená na nasledujúcom obrázku. so zvyšujúcim sa obsahom amidovej skupiny sa zvyšuje symetria molekulového reťazca a kryštalinita, zvyšuje sa aj jeho pevnosť; naopak, so znižujúcim sa obsahom amidovej skupiny (nárast metylovej skupiny v molekulovom reťazci polyamidu) sa pevnosť postupne znižuje a poddajnosť sa zvyšuje.
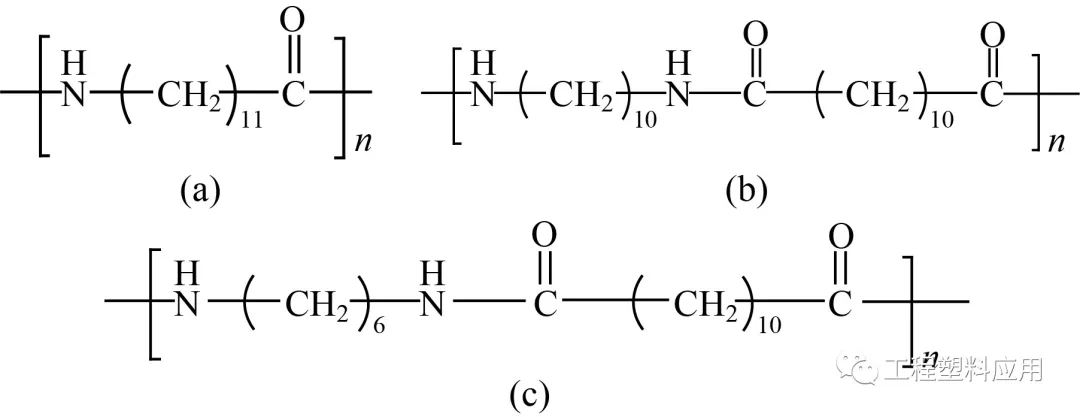
a—PA12;b—PA1012;c—PA612
(2) Pri praktickom použití technických plastov, najmä v prípade okolitých materiálov častí automobilových motorov, je potrebné venovať osobitnú pozornosť teplote tepelnej deformácie materiálov.Na obrázku nižšie je znázornená teplota tepelnej deformácie GF vystužených polyamidmi s rôznym dlhým reťazcom.Je vidieť, že najvyššia teplota tepelnej deformácie materiálu PA612/GF30 je 185 ℃, nasleduje materiál PA1012/GF30, ktorý má 175 ℃, a najhorší je materiál PA12/GF30, ktorý má 160 ℃. Môže to byť spôsobené tým, že PA612 má najvyšší obsah amidov a najväčšiu kryštalinitu, čo vedie k najvyššej teplote tepelnej deformácie.
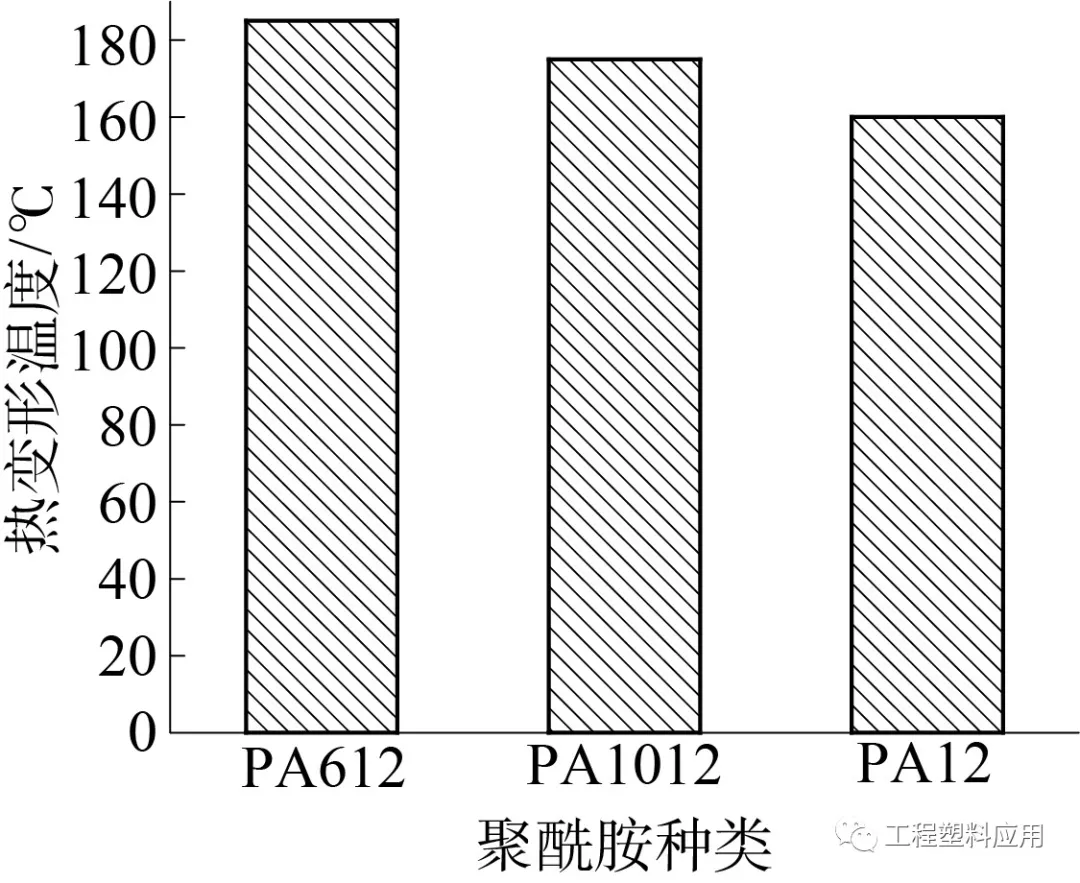
Porovnanie teploty tepelnej deformácie
(3) Porovnanie skutočných vstrekovaných výrobkov
Na príklade rýchlospojkového vstrekovacieho výrobku automobilového odparovacieho systému sa porovnávala kvalita vstrekovania troch polyamidových materiálov s dlhým reťazcom vystužených GF na vstrekovacom stroji. Proces vstrekovania je uvedený v tabuľke 1. V tabuľke 2 je uvedené skutočné porovnanie kvality vstrekovania rôznych výrobkov z polyamidu s dlhým reťazcom vystužených GF. ako je zrejmé z tabuľky 2, rozmery PA612/GF30 a PA1012/GF30 spĺňajú požiadavky zákazníka, ale vzhľad PA1012/GF30 je lepší ako vzhľad PA612/GF30. môže to byť spôsobené tým, že teplota topenia materiálu PA612/GF30 je vyššia ako teplota topenia PA1012/GF30. Pri rovnakých podmienkach vstrekovania je tekutosť materiálu PA1012/GF30 lepšia. okrem toho sú výrobky vyrobené z PA1012/GF30 o 0,1 g ťažšie ako výrobky vyrobené z PA12/GF30, zatiaľ čo výrobky vyrobené z PA612/GF30 sú o 0,5 g ťažšie ako výrobky vyrobené z PA12/GF30.