Apa itu Poliamida Rantai Pendek dan Rantai Panjang
Poliamida dengan kurang dari 10 atom karbon dalam rantainya umumnya disebut sebagai poliamida rantai pendek (atau nilon rantai pendek), seperti poliamida 6 (PA6), poliamida 66 (PA66), dan poliamida 46 (PA46). Poliamida dengan 10 atom karbon atau lebih dalam rantainya disebut poliamida rantai panjang (atau nilon rantai panjang), seperti poliamida 610 (PA610), poliamida 612 (PA612), poliamida 1012 (PA1012), dan poliamida 12 (PA12). Karena kandungan ikatan amida yang lebih rendah pada poliamida rantai panjang, poliamida ini memiliki daya serap air yang lebih rendah, stabilitas dimensi yang lebih baik, dan keuletan yang lebih baik dibandingkan dengan poliamida rantai pendek.
PA12 Aplikasi dan Alternatif
PA12, sejenis poliamida rantai panjang, terutama digunakan dalam komponen otomotif, pencetakan 3D, mesin, dan kedirgantaraan. Pada komponen otomotif, PA12 yang diperkuat serat kaca (GF) terutama digunakan pada sistem saluran bahan bakar, sistem penguapan otomotif, dan konektor cepat. Saat ini, teknologi untuk pencetakan injeksi PA12 dan bahan modifikasinya terutama dipegang oleh perusahaan modifikasi asing, seperti Arkema di Prancis, Evonik di Jerman, dan Ube Industries di Jepang. Meskipun penelitian dalam negeri mengenai resin PA12 dan material modifikasinya telah dilakukan, namun belum ada produksi industri resin PA12 di Tiongkok. Oleh karena itu, harga bahan PA12 di Tiongkok masih sangat tinggi, sehingga penelitian dan pengembangan bahan alternatif PA12 memiliki signifikansi praktis yang signifikan. Selain itu, poliamida rantai panjang yang terbuat dari sebagian atau seluruh bahan berbasis bio, seperti PA610, PA612, dan PA1012, memiliki keunggulan lingkungan dibandingkan dengan PA12, yang berasal dari bahan bakar fosil yang tidak dapat diperbarui.
Bahan Baru FuchenPenelitian
Fuchen New Material telah membandingkan sifat-sifat dari tiga bahan: PA612 yang diperkuat GF30, PA1012, dan PA12, semuanya dengan kandungan serat kaca 30%. Mereka juga melakukan uji coba produksi pada cetakan konektor cepat saluran bahan bakar otomotif yang diproduksi secara massal untuk membandingkan performa bahan-bahan ini. Penelitian ini memberikan dasar untuk pengembangan alternatif berikutnya untuk bahan PA12/GF30 menggunakan jenis poliamida rantai panjang yang diperkuat.
Ringkasan Poin-Poin Penting
(1) Kekuatan tarik, kekuatan lentur dan modulus elastisitas lentur bahan PA612 / GF30 adalah yang terbaik, diikuti oleh bahan PA1012 / GF30, dan yang terburuk adalah bahan PA12 / GF30. Namun, apakah itu kekuatan benturan takik pada suhu kamar atau suhu rendah, bahan PA1012 / GF30 adalah yang terbaik, bahan PA12 / GF30 adalah yang kedua, dan bahan PA612 / GF30 adalah yang terburuk.
(2) Urutan kepadatan material, suhu deformasi termal, dan titik leleh dari tinggi ke rendah adalah: PA612 / GF30, PA1012 / GF30, PA12 / GF30. Tingkat penyusutan dari tiga poliamida rantai panjang yang diperkuat GF adalah sama, dan tingkat penyerapan airnya rendah, yang tidak jauh berbeda, tetapi penampilan produk yang disuntikkan dari bahan PA1012 / GF30 lebih baik daripada PA612 / GF30.
(3) Berdasarkan kinerja material dan situasi pencetakan injeksi, material PA1012 / GF30 merupakan alternatif paling ekonomis untuk material PA12 / GF30.
Persiapan Bahan
Bahan baku PA612 dan PA1012 dikeringkan pada suhu 100 ℃ selama 4 jam, dan bahan yang relevan ditimbang sesuai dengan rasio matriks resin, GF dan fraksi massa antioksidan masing-masing sebesar 69.8% dan 30% masing-masing sebesar 0.2%. Resin dan antioksidan pertama-tama ditambahkan ke mixer vertikal dan dicampur secara merata, dan kemudian ditambahkan ke ekstruder sekrup kembar dua arah. Kemudian strip yang diekstrusi didinginkan dengan air dan dikeringkan dengan pengering rambut, dan pelet digranulasi dengan granulator Suhu bagian pengumpanan ekstruder adalah 230 ~ 250 ℃, suhu bagian leleh adalah 210 ~ 230 ℃, suhu bagian kepala adalah 230 ~ 250 ℃, dan kecepatan sekrup host adalah 350 ~ 380r / jam.
Setelah pelet yang sudah disiapkan dikeringkan, spline standar disiapkan dengan mesin cetak injeksi, suhunya 230 ~ 260 ℃, dekompresi 80mpa, dan waktunya 35 detik Jatuhkan P12 / GF30 pada suhu 100 ℃ selama 4 jam.
Hasil Utama
(1) Sifat mekanis
Gambar di bawah ini menunjukkan kinerja peningkatan gaya yang dijelaskan oleh GF. Kekuatan tarik, kekuatan lentur dan modulus elastisitas lentur bahan PA612 / GF30 adalah yang terbaik, diikuti oleh bahan PA1012 / GF30, dan yang terburuk adalah bahan PA12 / GF30. kekuatan tarik, kekuatan lentur dan modulus elastisitas lentur bahan PA612 / GF30 masing-masing adalah 50, 50MPa dan 1.200 MPa lebih tinggi dari bahan PA12 / GF30.Kekuatan tarik, kekuatan lentur dan modulus elastisitas lentur bahan PA1012 / GF30 masing-masing adalah 16, 15Mpa dan 400MPa lebih tinggi dari bahan PA12 / GF30, apakah itu kekuatan benturan takik pada suhu kamar atau suhu rendah, bahan PA1012 / GF30 adalah yang terbaik, bahan PA12 / GF30 adalah yang kedua, dan PA612 / GF30 adalah yang terburuk.
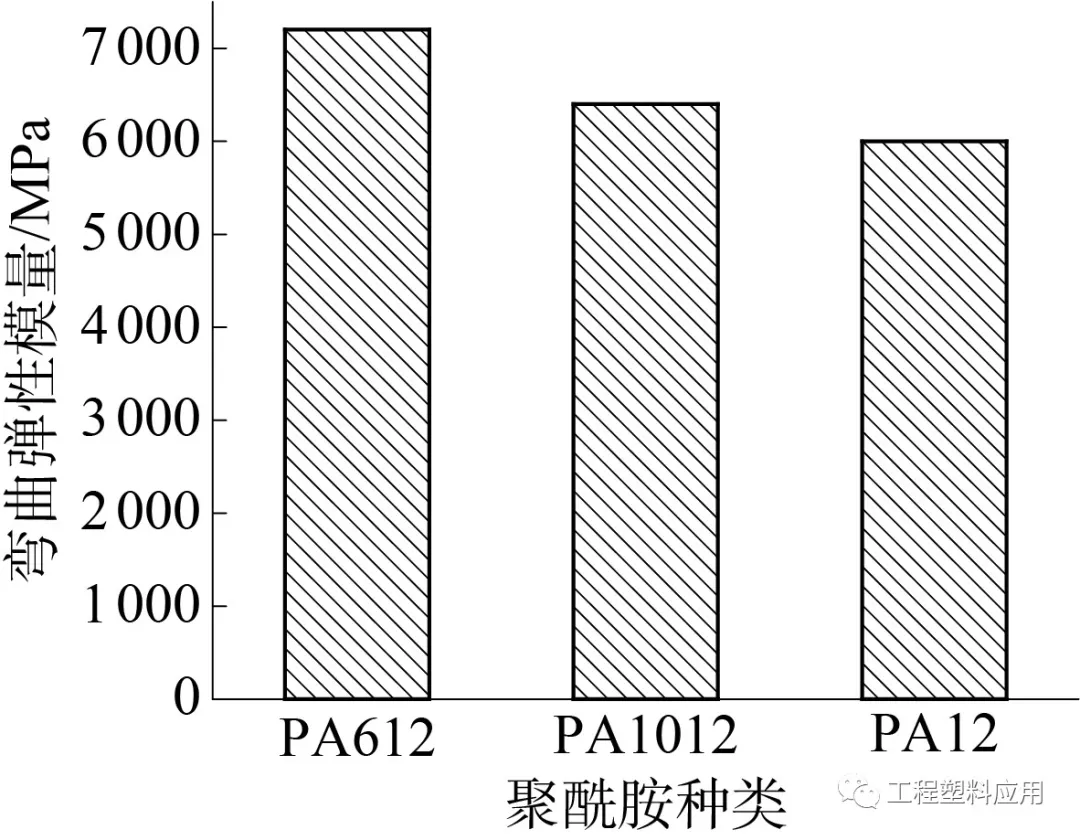
Perbandingan Modulus Elastisitas Lentur

Perbandingan Kekuatan Lentur
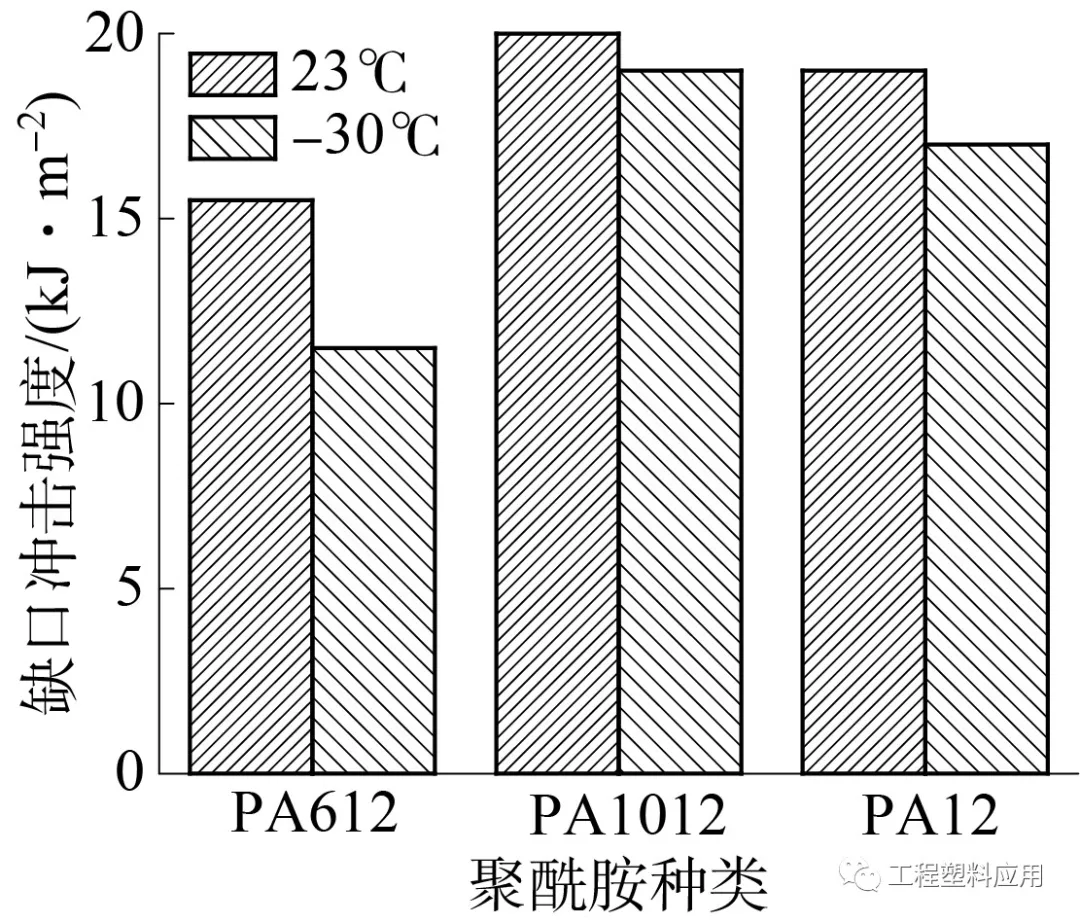
Perbandingan Kekuatan Benturan Takik

Perbandingan Kekuatan Tarik
GF meningkatkan perbedaan kinerja poliamida rantai panjang yang berbeda terutama karena struktur molekul poliamida rantai panjang yang berbeda, struktur molekul poliamida rantai panjang yang berbeda ditunjukkan pada gambar di bawah ini, dengan meningkatnya kandungan gugus amida, simetri rantai molekul meningkat dan kristalinitas meningkat, kekuatannya juga meningkat, sebaliknya, dengan menurunnya kandungan gugus amida (peningkatan gugus metil dalam rantai molekul poliamida), kekuatannya berangsur-angsur menurun dan kepatuhan meningkat.
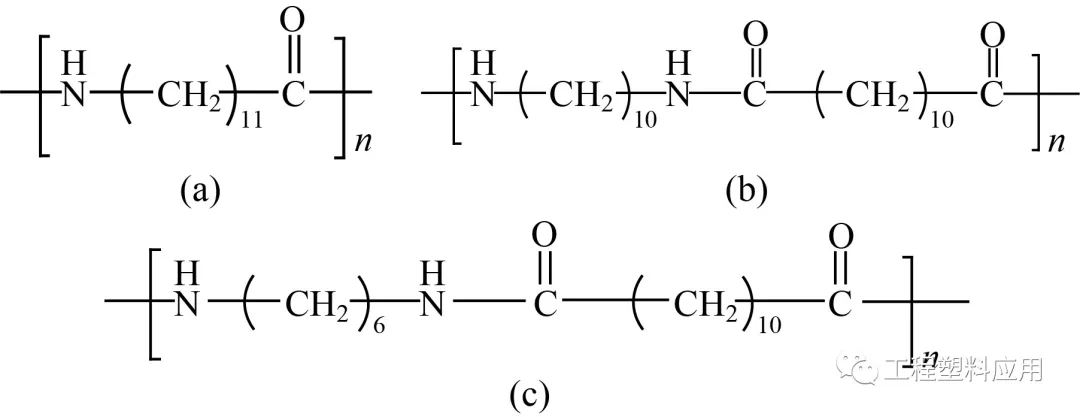
a—PA12;b—PA1012;c—PA612
(2) Dalam aplikasi praktis plastik rekayasa, terutama untuk bahan di sekitar suku cadang mesin mobil, perhatian khusus perlu diberikan pada suhu deformasi termal bahan Gambar di bawah ini menunjukkan suhu deformasi termal GF yang diperkuat poliamida rantai panjang yang berbeda.Terlihat bahwa suhu deformasi termal tertinggi dari material PA612 / GF30 adalah 185℃, diikuti oleh material PA1012 / GF30 yaitu 175℃, dan yang terburuk adalah material PA12 / GF30 yaitu 160℃, hal ini mungkin disebabkan oleh fakta bahwa PA612 memiliki kandungan amida tertinggi dan kristalinitas terbesar, sehingga menghasilkan suhu deformasi termal tertinggi, suhu deformasi termal yang lebih tinggi berarti material tersebut dapat digunakan pada onderdil mobil dengan kebutuhan suhu yang lebih tinggi.
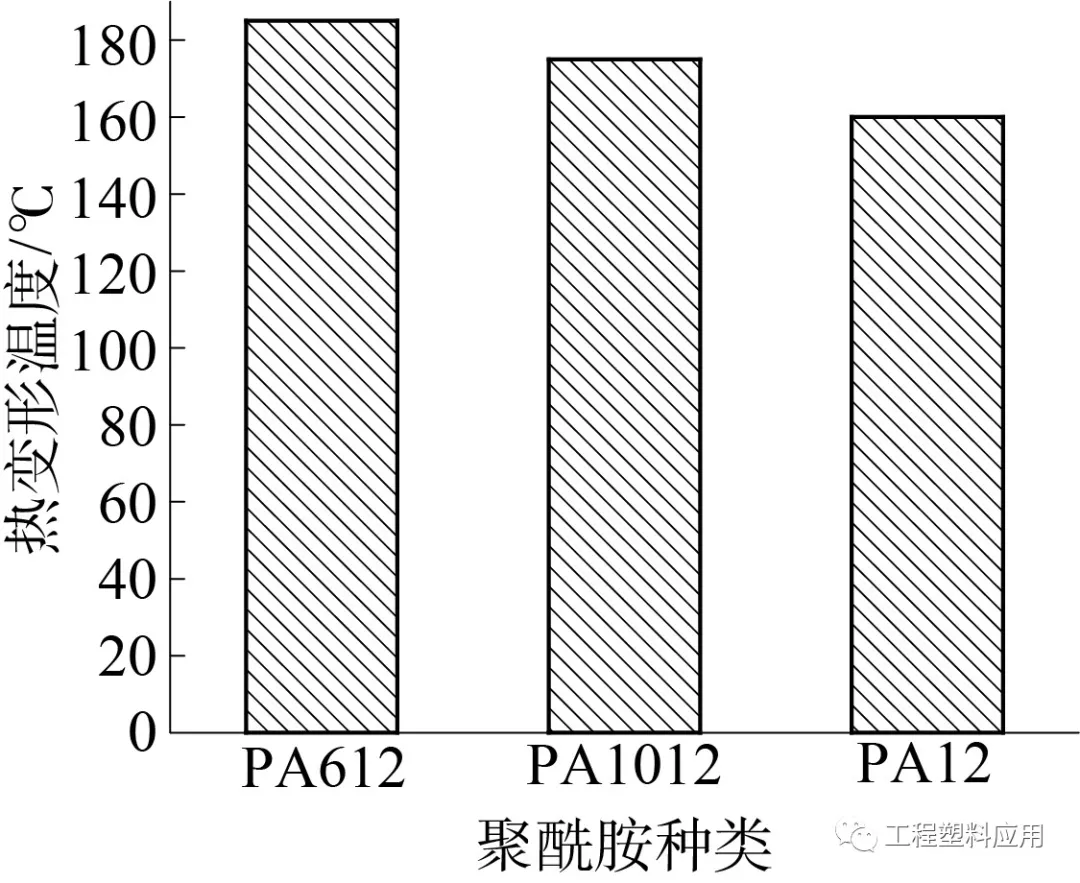
Perbandingan Suhu Deformasi Termal
(3) Perbandingan produk cetakan injeksi aktual
Mengambil produk cetakan injeksi kopling cepat dari sistem penguapan mobil sebagai contoh, kualitas cetakan dari tiga bahan poliamida rantai panjang yang diperkuat GF dibandingkan pada mesin cetak injeksi. Proses pencetakan injeksi ditunjukkan pada Tabel 1. Tabel 2 menunjukkan perbandingan aktual dari kualitas cetakan produk cetakan injeksi poliamida rantai panjang yang diperkuat GF yang berbeda, seperti yang dapat dilihat dari Tabel 2, dimensi PA612 / GF30 dan PA1012 / GF30 memenuhi persyaratan pelanggan, tetapi tampilan PA1012 / GF30 lebih baik daripada PA612 / GF30, hal ini mungkin disebabkan oleh fakta bahwa titik leleh bahan PA612 / GF30 lebih tinggi daripada PA1012 / GF30. Dalam kondisi cetakan injeksi yang sama, fluiditas bahan PA1012 / GF30 lebih baik, selain itu, produk yang dibuat oleh PA1012 / GF30 lebih berat 0.1g dari produk yang dibuat oleh PA12 / GF30, sedangkan produk yang dibuat oleh PA612 / GF30 lebih berat 0.5g dari produk yang dibuat oleh PA12 / GF30. dilihat dari kinerja material dan situasi cetakan injeksi yang sebenarnya, PA1012 / GF30 merupakan bahan yang paling ekonomis untuk menggantikan PA12 / GF30.