Wat zijn korte- en langketenige polyamiden?
Polyamiden met minder dan 10 koolstofatomen in de keten worden over het algemeen kortketenige polyamiden (of kortketenige nylons) genoemd, zoals polyamide 6 (PA6), polyamide 66 (PA66) en polyamide 46 (PA46). Polyamiden met 10 of meer koolstofatomen in de keten worden langketenige polyamiden (of langketenige nylons) genoemd, zoals polyamide 610 (PA610), polyamide 612 (PA612), polyamide 1012 (PA1012) en polyamide 12 (PA12). Door het lagere gehalte aan amidebindingen in polyamiden met lange ketens hebben ze een lagere waterabsorptie, een betere maatvastheid en een betere vervormbaarheid in vergelijking met polyamiden met korte ketens.
PA12 Toepassingen en alternatieven
PA12, een type polyamide met lange keten, wordt voornamelijk gebruikt in auto-onderdelen, 3D-printing, machines en ruimtevaart. In auto-onderdelen wordt glasvezelversterkt PA12 voornamelijk gebruikt in brandstofleidingen, verdampingssystemen voor auto's en snelkoppelingen. Momenteel is de technologie voor het spuitgieten van PA12 en gemodificeerde materialen voornamelijk in handen van buitenlandse modificatiebedrijven, zoals Arkema in Frankrijk, Evonik in Duitsland en Ube Industries in Japan. Hoewel er in China onderzoek is gedaan naar PA12-harsen en gemodificeerde materialen, is er nog geen industriële productie van PA12-harsen in China. Daarom is de prijs van PA12-materialen in China nog steeds erg hoog en is het onderzoek naar en de ontwikkeling van alternatieve PA12-materialen van groot praktisch belang. Bovendien hebben polyamiden met een lange keten die gemaakt zijn van gedeeltelijk of volledig biogebaseerde materialen, zoals PA610, PA612 en PA1012, milieuvoordelen ten opzichte van PA12, dat afkomstig is van niet-hernieuwbare fossiele brandstoffen.
Fuchen Nieuw MateriaalOnderzoek
Fuchen New Material heeft de eigenschappen van drie materialen vergeleken: GF30-versterkt PA612, PA1012 en PA12, allemaal met een glasvezelgehalte van 30%. Ze voerden ook een proefproductie uit op de mal van een in serie geproduceerde snelkoppeling voor brandstofleidingen voor auto's om de prestaties van deze materialen te vergelijken. Dit onderzoek vormt de basis voor de latere ontwikkeling van alternatieven voor PA12/GF30-materialen met behulp van andere soorten versterkte polyamiden met lange ketens.
Samenvatting van de belangrijkste punten
(1) De treksterkte, buigsterkte en buigelasticiteitsmodulus van PA612/GF30-materialen zijn het beste, gevolgd door PA1012/GF30-materialen en het slechtste is PA12/GF30-materialen. Maar of het nu gaat om de kerfslagsterkte bij kamertemperatuur of lage temperatuur, PA1012/GF30-materiaal is het beste, PA12/GF30-materiaal is het tweede en PA612/GF30-materiaal is het slechtste.
(2) De volgorde van materiaaldichtheid, thermische vervormingstemperatuur en smeltpunt van hoog naar laag is: PA612/GF30, PA1012/GF30, PA12/GF30. De krimpsnelheid van de drie met GF versterkte lange-ketenpolyamiden is hetzelfde en de waterabsorptiesnelheid is laag, wat niet veel verschilt, maar het uiterlijk van de geïnjecteerde producten van PA1012/GF30-materiaal is beter dan dat van PA612/GF30.
(3) Op basis van de prestaties van het materiaal en de spuitgietsituatie is PA1012/GF30-materiaal het voordeligste alternatief voor PA12/GF30-materiaal.
Materiaalvoorbereiding
De grondstoffen PA612 en PA1012 werden 4 uur gedroogd bij 100℃ en de relevante materialen werden gewogen volgens de verhouding van de harsmatrix, GF en antioxidantmassafracties van respectievelijk 69,8% en 30% van 0,2%. De hars en antioxidant werden eerst toegevoegd aan de verticale mixer en gelijkmatig gemengd, en vervolgens toegevoegd aan de twinscrew extruder. Vervolgens worden de geëxtrudeerde stroken gekoeld met water en gedroogd met een haardroger en worden de pellets gegranuleerd met een granulator. De temperatuur van het voedingsgedeelte van de extruder is 230~250℃, de temperatuur van het smeltgedeelte is 210~230℃, de temperatuur van het hoofdgedeelte is 230~250℃ en de snelheid van de hostschroef is 350~380r/h.
Nadat de geprepareerde korrels zijn gedroogd, wordt een standaard spline geprepareerd door een spuitgietmachine. De temperatuur is 230~260℃, de decompressie is 80mpa en de tijd is 35s.Drop P12/GF30 bij 100℃ gedurende 4 uur.
Belangrijkste resultaten
(1) Mechanische eigenschappen
De onderstaande afbeelding toont de krachtvergrotende prestaties beschreven door GF.De treksterkte, buigsterkte en buigelasticiteitsmodulus van PA612/GF30-materialen zijn de beste, gevolgd door PA1012/GF30-materialen, en de slechtste is PA12/GF30-materialen.De treksterkte, buigsterkte en buigelasticiteitsmodulus van PA612/GF30-materiaal zijn respectievelijk 50, 50MPa en 1 200 MPa hoger dan die van PA12/GF30-materiaal.De treksterkte, buigsterkte en buigelasticiteitsmodulus van PA1012/GF30-materiaal zijn respectievelijk 16, 15 MPa en 400 MPa hoger dan die van PA12/GF30-materiaal. Of het nu gaat om de kerfslagsterkte bij kamertemperatuur of lage temperatuur, PA1012/GF30-materiaal is het beste, PA12/GF30-materiaal is het tweede en PA612/GF30 is het slechtste.
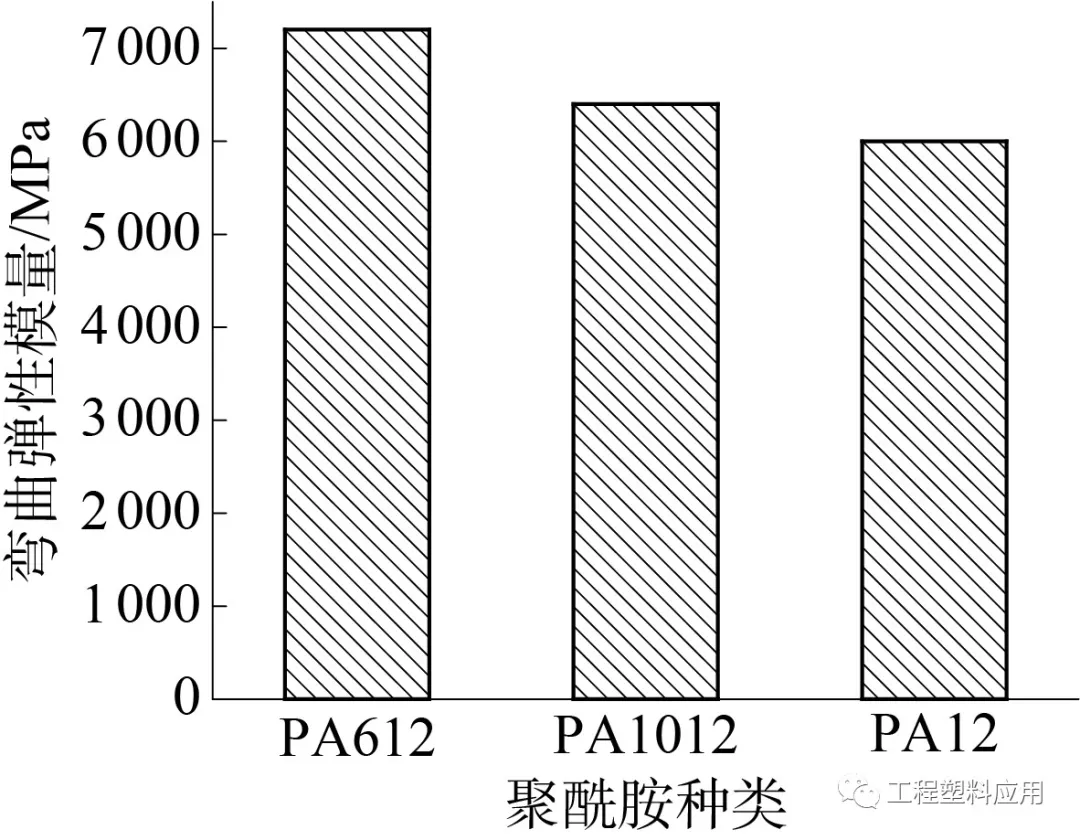
Vergelijking buig-elasticiteitsmodulus

Vergelijking van de buigsterkte
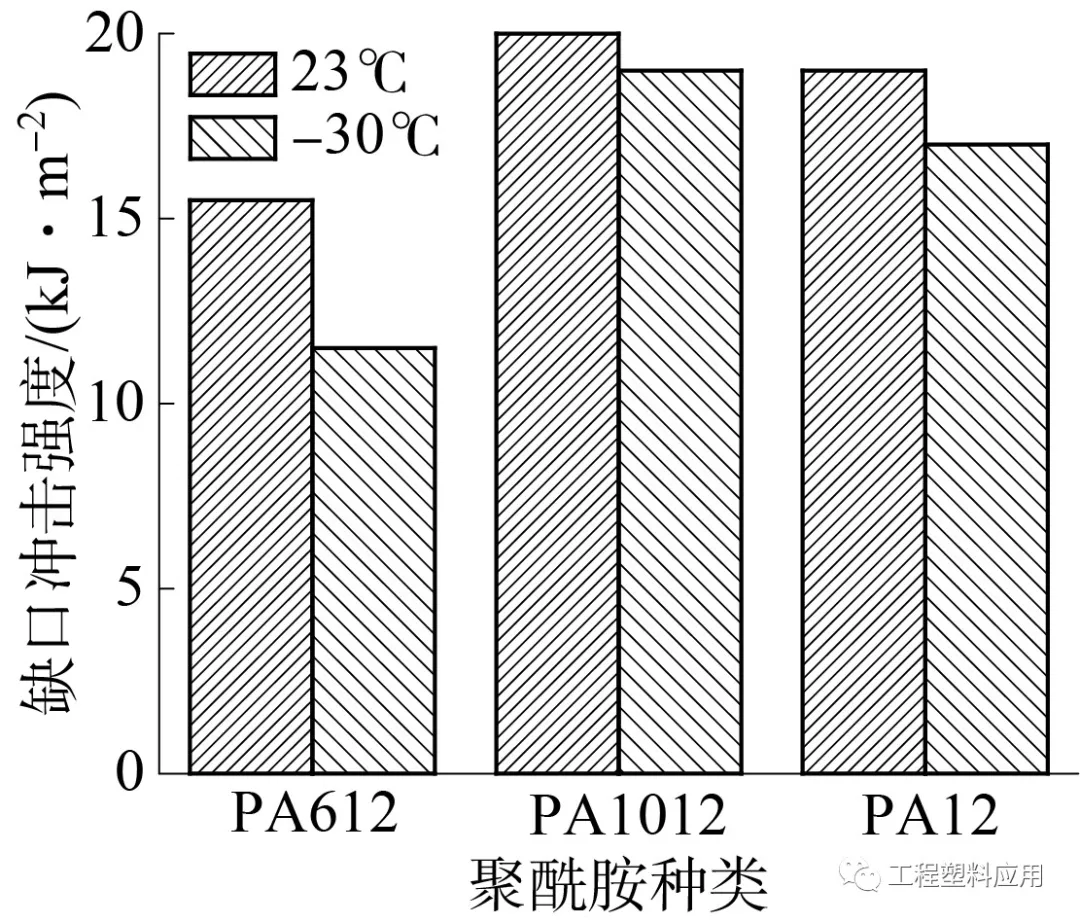
Vergelijking kerfslagsterkte

Vergelijking treksterkte
GF verbetert de prestatieverschillen van verschillende langeketenpolyamiden voornamelijk door de verschillende moleculaire structuren van langeketenpolyamiden.De moleculaire structuur van verschillende langeketenpolyamiden wordt getoond in de onderstaande figuur.Naarmate het gehalte van de amidegroep toeneemt, neemt de symmetrie van de moleculaire keten toe en neemt de kristalliniteit toe, waardoor ook de sterkte toeneemt; als daarentegen het gehalte van de amidegroep afneemt (toename van de methylgroep in de polyamidemoleculaire keten), neemt de sterkte geleidelijk af en neemt de conformiteit toe.
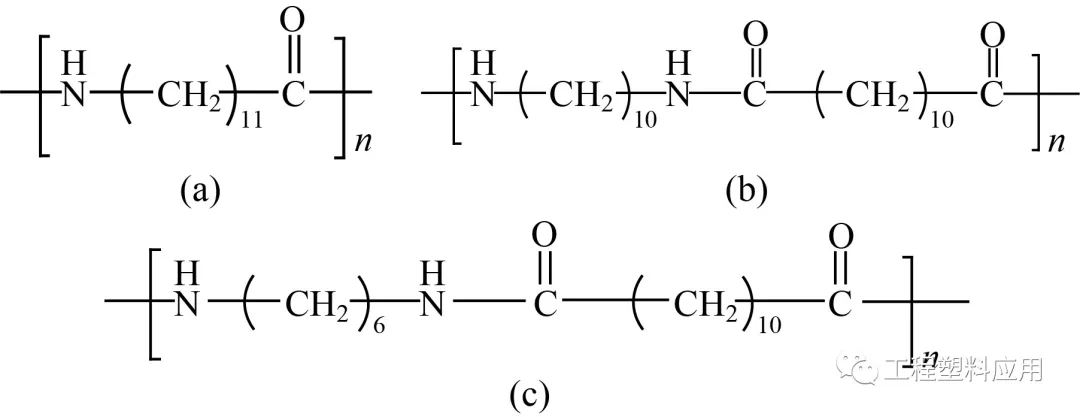
a—PA12;b—PA1012;c—PA612
(2) In de praktische toepassing van technische kunststoffen, met name voor de omringende materialen van automotoronderdelen, moet speciale aandacht worden besteed aan de thermische vervormingstemperatuur van de materialen.De afbeelding hieronder toont de thermische vervormingstemperatuur van GF versterkt verschillende lange-keten polyamiden.Het kan worden gezien dat de hoogste thermische vervormingstemperatuur van PA612 / GF30 materiaal 185 ℃, gevolgd door PA1012 / GF30 materiaal, dat is 175 ℃, en de slechtste is PA12 / GF30 materiaal, dat is 160 ℃.Dit kan te wijten zijn aan het feit dat PA612 het hoogste amidegehalte en de grootste kristalliniteit, wat resulteert in de hoogste thermische vervormingstemperatuur.De hogere thermische vervormingstemperatuur betekent dat het materiaal kan worden gebruikt in auto-onderdelen met hogere temperatuur eisen.
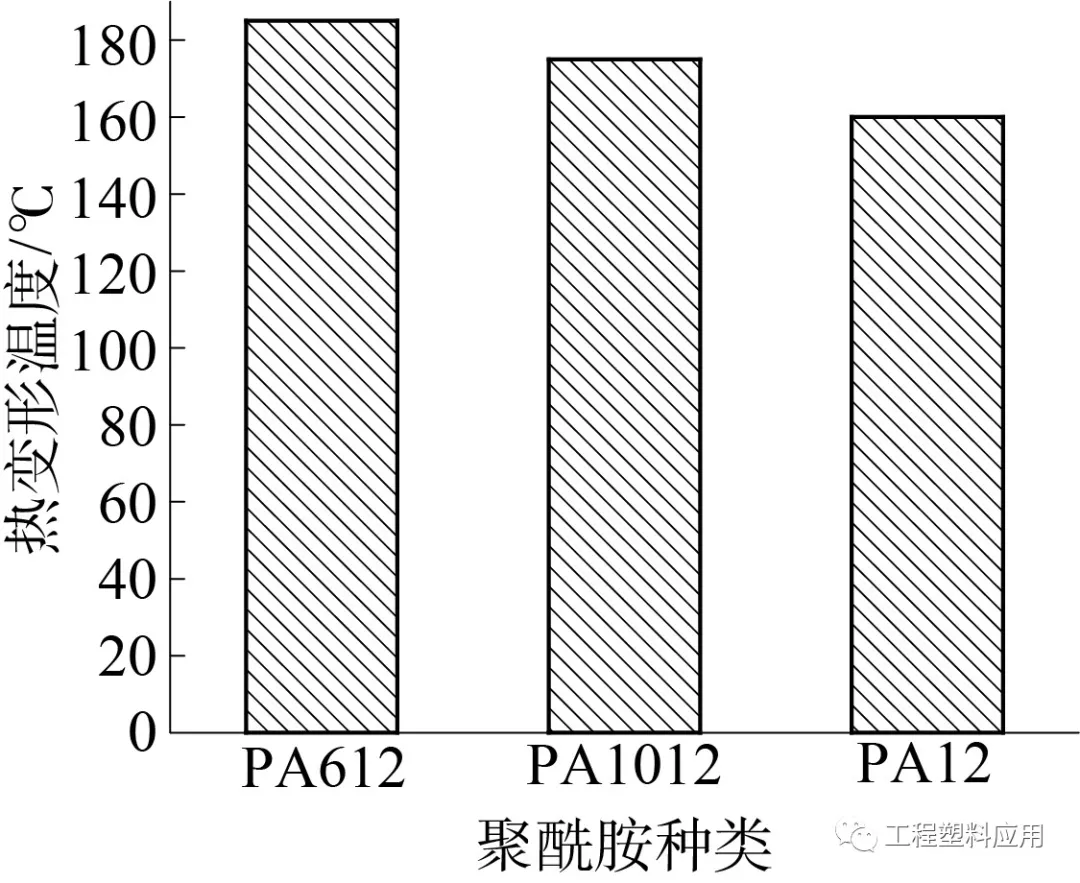
Thermische vervorming Temperatuurvergelijking
(3) Vergelijking van werkelijke spuitgegoten producten
Met een snelkoppelend spuitgietproduct van een autodampsysteem als voorbeeld werd de spuitgietkwaliteit van drie met GF versterkte lange-keten polyamidematerialen vergeleken op de spuitgietmachine. Het spuitgietproces wordt getoond in tabel 1. Tabel 2 toont de daadwerkelijke vergelijking van de spuitgietkwaliteit van verschillende met GF versterkte lange-keten polyamide spuitgietproducten. Zoals te zien is in tabel 2, voldoen de afmetingen van PA612/GF30 en PA1012/GF30 aan de eisen van de klant, maar het uiterlijk van PA1012/GF30 is beter dan dat van PA612/GF30. Dit kan te wijten zijn aan het feit dat het smeltpunt van PA612/GF30 materiaal hoger is dan dat van PA1012/GF30. Bovendien zijn producten gemaakt van PA1012/GF30 0,1 g zwaarder dan producten gemaakt van PA12/GF30, terwijl producten gemaakt van PA612/GF30 0,5 g zwaarder zijn dan producten gemaakt van PA12/GF30. Afgaande op de prestaties van het materiaal en de werkelijke spuitgietsituatie, is PA1012/GF30 het meest economische materiaal om PA12/GF30 te vervangen.