Kaj so poliamidi s kratko in dolgo verigo
Poliamidi z manj kot 10 ogljikovimi atomi v verigi se na splošno imenujejo kratkoverižni poliamidi (ali kratkoverižni niloni), kot so poliamid 6 (PA6), poliamid 66 (PA66) in poliamid 46 (PA46). Poliamidi z 10 ali več ogljikovimi atomi v verigi se imenujejo dolgoverižni poliamidi (ali dolgoverižni najloni), kot so poliamid 610 (PA610), poliamid 612 (PA612), poliamid 1012 (PA1012) in poliamid 12 (PA12). Zaradi manjše vsebnosti amidnih vezi v dolgoverižnih poliamidih imajo v primerjavi s kratkoverižnimi poliamidi manjšo absorpcijo vode, boljšo dimenzijsko stabilnost in boljšo duktilnost.
PA12 Uporaba in alternative
PA12, vrsta dolgoverižnega poliamida, se večinoma uporablja v avtomobilskih komponentah, 3D tiskanju, strojih in vesoljski industriji. Pri avtomobilskih komponentah se PA12, ojačan s steklenimi vlakni (GF), uporablja predvsem v sistemih cevi za gorivo, avtomobilskih izparilnih sistemih in hitrih priključkih. Trenutno imajo tehnologijo za brizganje PA12 in njegovih modificiranih materialov v glavnem tuja modifikacijska podjetja, kot so Arkema v Franciji, Evonik v Nemčiji in Ube Industries na Japonskem. Čeprav so bile opravljene domače raziskave smol PA12 in njihovih modificiranih materialov, na Kitajskem še ni industrijske proizvodnje smol PA12. Zato je cena materialov PA12 na Kitajskem še vedno zelo visoka, zato imajo raziskave in razvoj alternativnih materialov PA12 velik praktični pomen. Poleg tega imajo dolgoverižni poliamidi, izdelani iz delno ali v celoti bioloških materialov, kot so PA610, PA612 in PA1012, okoljske prednosti pred PA12, ki je pridobljen iz neobnovljivih fosilnih goriv.
Fuchen Novi material's Research
Podjetje Fuchen New Material je primerjalo lastnosti treh materialov: PA612, PA1012 in PA12, ojačane s steklenimi vlakni GF30, z vsebnostjo steklenih vlaken 30%. Izvedli so tudi poskusno proizvodnjo na kalupu za hitri priključek za gorivne cevi za serijsko proizvodnjo avtomobilov, da bi primerjali lastnosti teh materialov. Ta raziskava je osnova za nadaljnji razvoj alternativ materialov PA12/GF30 z uporabo drugih vrst ojačanih dolgoverižnih poliamidov.
Povzetek ključnih točk
(1) Natezna trdnost, upogibna trdnost in upogibni modul elastičnosti materialov PA612/GF30 so najboljši, sledijo jim materiali PA1012/GF30, najslabši pa so materiali PA12/GF30.Vendar pa je pri udarni trdnosti pri sobni ali nizki temperaturi najboljši material PA1012/GF30, drugi je material PA12/GF30, najslabši pa material PA612/GF30.
(2) Vrstni red gostote materiala, temperature toplotne deformacije in temperature taljenja od visoke do nizke je: PA612/GF30, PA1012/GF30, PA12/GF30. Stopnja krčenja treh z GF ojačenih dolgoverižnih poliamidov je enaka, stopnja absorpcije vode je nizka, kar se ne razlikuje veliko, vendar je videz izdelkov, brizganih iz materiala PA1012/GF30, boljši kot pri PA612/GF30.
(3) Glede na zmogljivost materiala in razmere pri brizganju je material PA1012/GF30 najbolj ekonomična alternativa materialu PA12/GF30.
Priprava materiala
Surovini PA612 in PA1012 sta se 4 ure sušili pri 100 ℃, ustrezni materiali pa so bili stehtani glede na razmerje masnih frakcij matrice smole, GF in antioksidanta 69,8% oziroma 30% 0,2%. Smola in antioksidant sta bila najprej dodana v navpični mešalnik in enakomerno premešana, nato pa dodana v sousmerni dvosmerni iztiskovalnik. Nato se iztisnjeni trakovi ohladijo z vodo in posušijo s sušilnikom za lase, peleti pa se granulirajo z granulatorjem.Temperatura dovajalnega dela ekstruderja je 230 ~ 250 ℃, temperatura talilnega dela je 210 ~ 230 ℃, temperatura glavnega dela je 230 ~ 250 ℃, hitrost gostiteljskega vijaka pa je 350 ~ 380 vrt/min.
Ko se pripravljeni peleti posušijo, se z brizgalnim strojem pripravi standardni spline.Temperatura je 230~260 ℃, dekompresija je 80mpa, čas pa 35s.Drop P12/GF30 pri 100 ℃ za 4 ure.
Glavni rezultati
(1) Mehanske lastnosti
Spodnja slika prikazuje učinkovitost povečevanja sile, ki jo opisuje GF.Natezna trdnost, upogibna trdnost in upogibni modul elastičnosti materialov PA612/GF30 so najboljši, sledijo jim materiali PA1012/GF30, najslabši pa so materiali PA12/GF30.Natezna trdnost, upogibna trdnost in upogibni modul elastičnosti materiala PA612/GF30 so za 50, 50 MPa in 1 200 MPa večji od materiala PA12/GF30.Natezna trdnost, upogibna trdnost in upogibni elastični modul materiala PA1012/GF30 so za 16, 15 MPa in 400 MPa višji od materiala PA12/GF30.Vendar je pri udarni trdnosti pri sobni ali nizki temperaturi najboljši material PA1012/GF30, drugi PA12/GF30 in najslabši PA612/GF30.
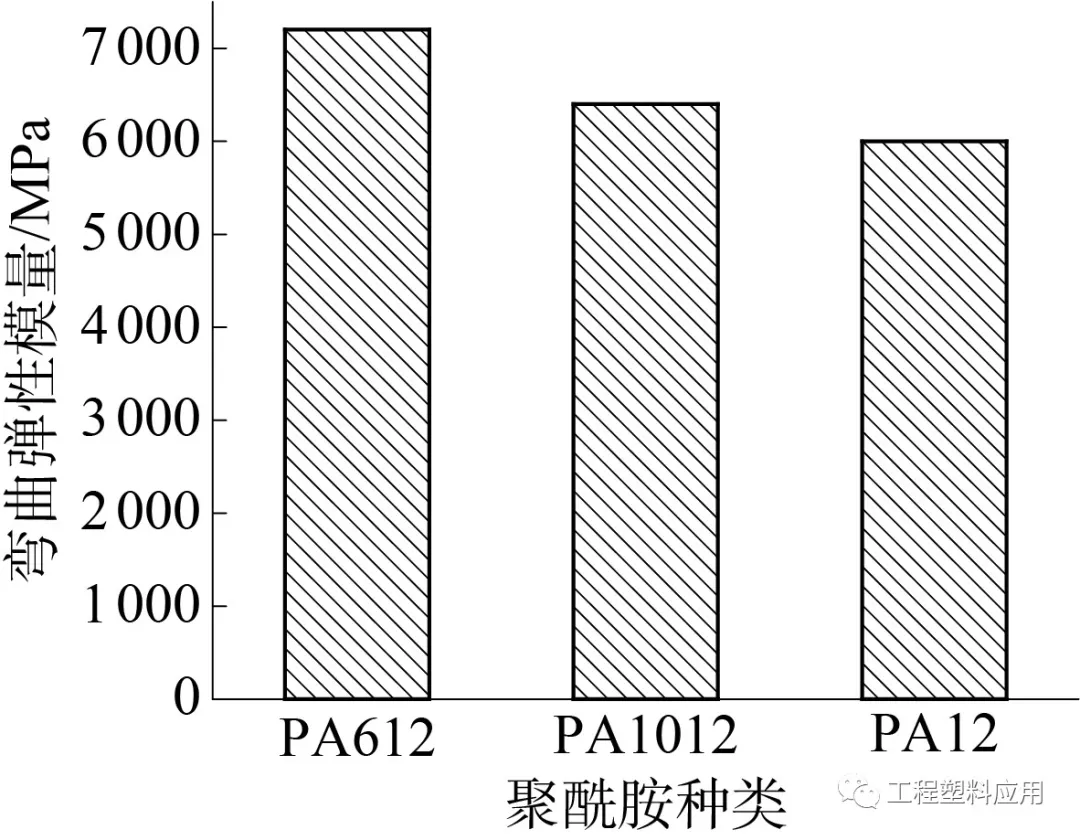
Primerjava upogibnega elastičnega modula

Primerjava upogibne trdnosti
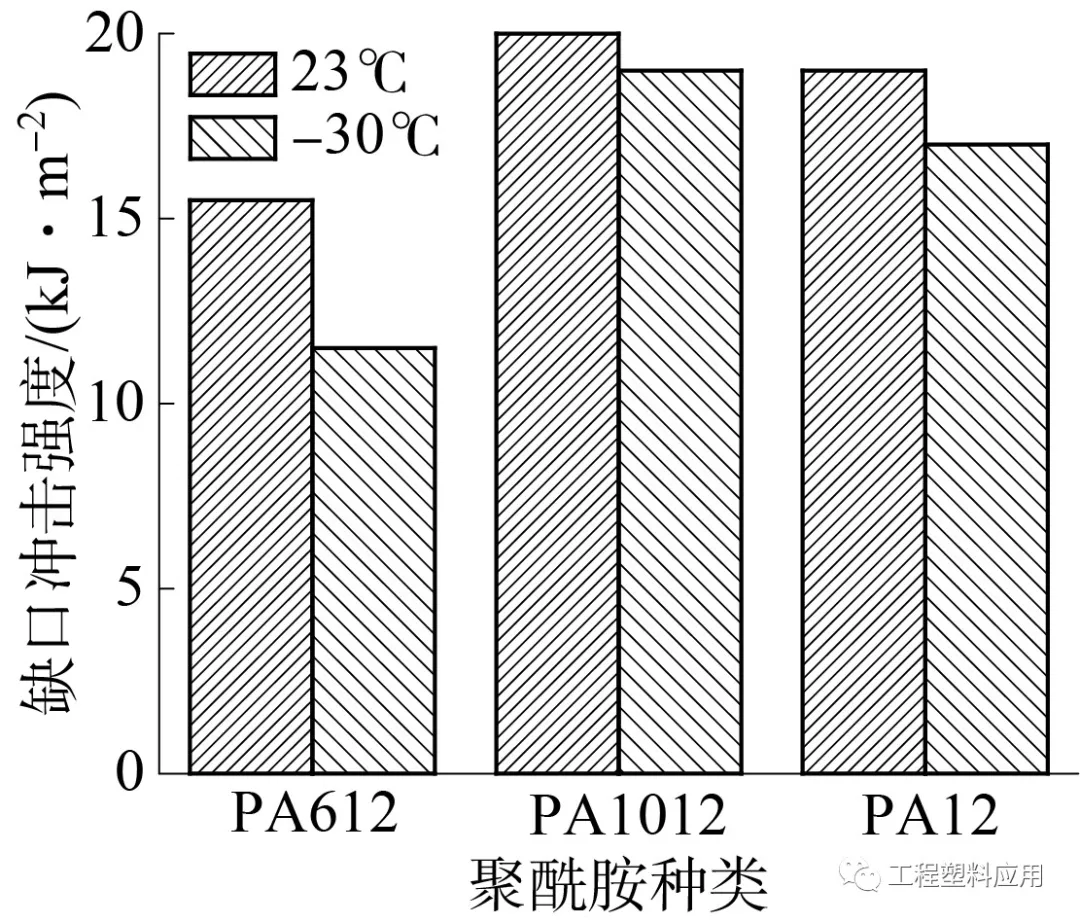
Primerjava udarne trdnosti z vrezom

Primerjava natezne trdnosti
GF povečuje razlike v učinkovitosti različnih dolgoverižnih poliamidov predvsem zaradi različnih molekulskih struktur dolgoverižnih poliamidov.Molekulska struktura različnih dolgoverižnih poliamidov je prikazana na spodnji sliki.S povečevanjem vsebnosti amidne skupine se povečuje simetrija molekulske verige in kristaliničnost, povečuje se tudi njena trdnost; nasprotno pa se z zmanjševanjem vsebnosti amidne skupine (povečanje metilne skupine v molekulski verigi poliamida) trdnost postopoma zmanjšuje in povečuje podrejenost.
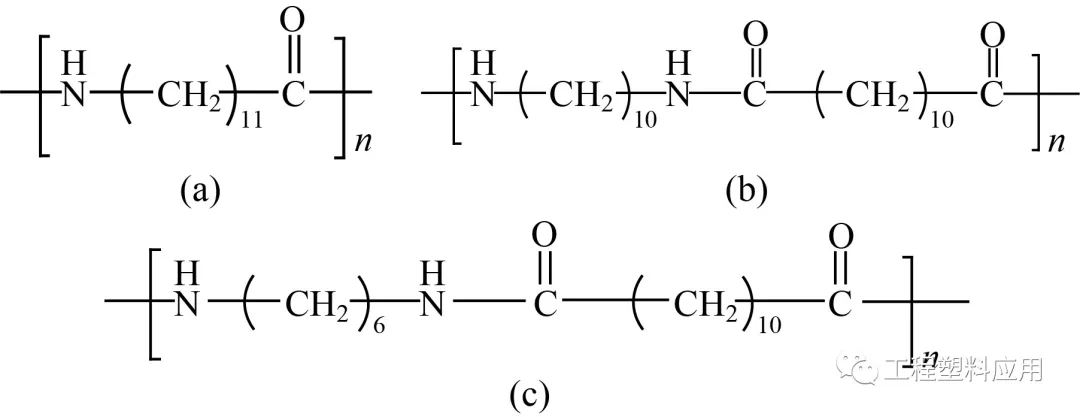
a—PA12;b—PA1012;c—PA612
(2) Pri praktični uporabi inženirskih plastičnih mas, zlasti za okoliške materiale delov avtomobilskih motorjev, je treba posebno pozornost nameniti temperaturi toplotne deformacije materialov.Spodnja slika prikazuje temperaturo toplotne deformacije različnih poliamidov z dolgo verigo, ojačanih z GF.Videti je, da je najvišja temperatura toplotne deformacije materiala PA612/GF30 185 ℃, sledi mu material PA1012/GF30, ki je 175 ℃, najslabši pa je material PA12/GF30, ki je 160 ℃.To je lahko posledica dejstva, da ima PA612 najvišjo vsebnost amidov in največjo kristaliničnost, zaradi česar je temperatura toplotne deformacije najvišja.Višja temperatura toplotne deformacije pomeni, da se material lahko uporablja v avtomobilskih delih z višjimi temperaturnimi zahtevami.
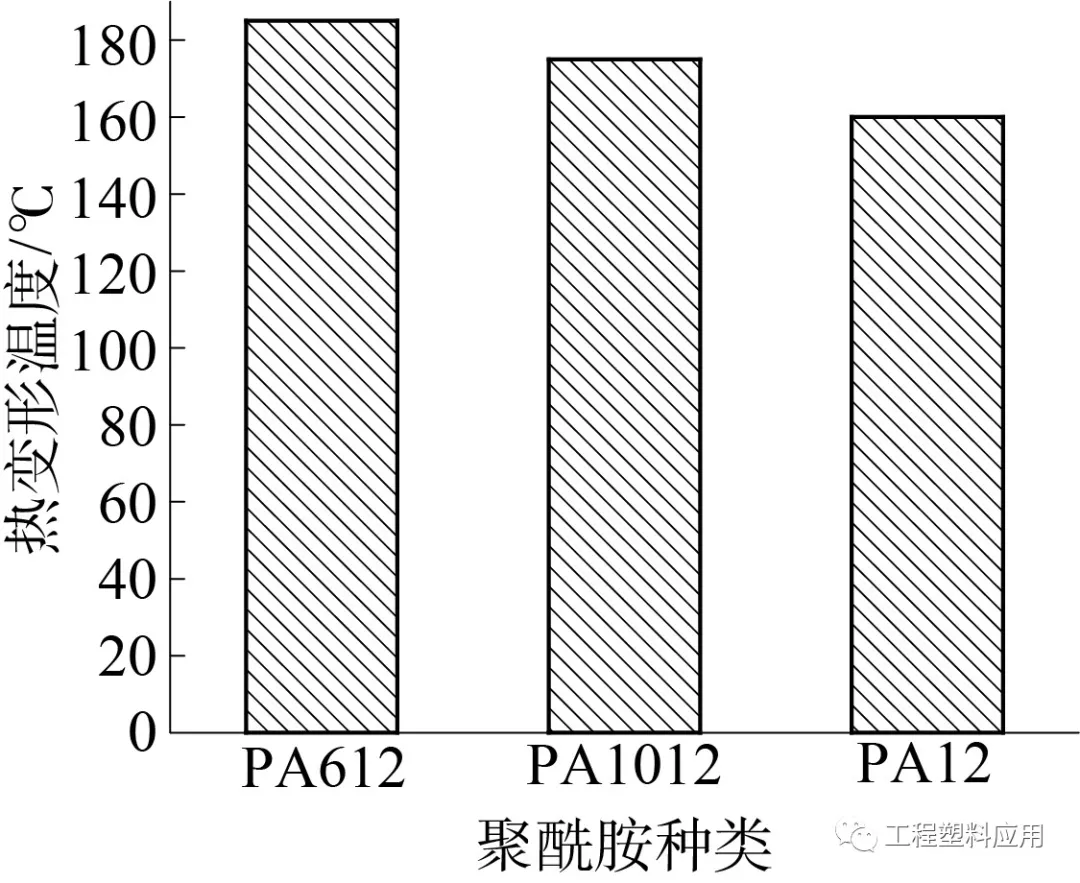
Primerjava temperature termične deformacije
(3) Primerjava dejanskih izdelkov, oblikovanih z brizganjem
Na primeru izdelka za brizganje hitre spojke avtomobilskega sistema za izhlapevanje je bila na stroju za brizganje primerjana kakovost brizganja treh poliamidnih materialov z dolgo verigo, ojačanih z GF. Postopek brizganja je prikazan v preglednici 1.Preglednica 2 prikazuje dejansko primerjavo kakovosti brizganja različnih izdelkov iz dolgoverižnega poliamida, ojačanih z GF.Kot je razvidno iz preglednice 2, mere PA612/GF30 in PA1012/GF30 izpolnjujejo zahteve kupca, vendar je videz PA1012/GF30 boljši od PA612/GF30.To je lahko posledica dejstva, da je tališče materiala PA612/GF30 višje od PA1012/GF30. Poleg tega so izdelki iz PA1012/GF30 za 0,1 g težji od izdelkov iz PA12/GF30, medtem ko so izdelki iz PA612/GF30 za 0,5 g težji od izdelkov iz PA12/GF30.Glede na lastnosti materiala in dejanske razmere pri brizganju je PA1012/GF30 najbolj ekonomičen material za zamenjavo PA12/GF30.