Vad är kortkedjiga och långkedjiga polyamider
Polyamider med mindre än 10 kolatomer i sina kedjor kallas i allmänhet kortkedjiga polyamider (eller kortkedjiga nyloner), t.ex. polyamid 6 (PA6), polyamid 66 (PA66) och polyamid 46 (PA46). Polyamider med 10 eller fler kolatomer i sina kedjor kallas långkedjiga polyamider (eller långkedjiga nyloner), t.ex. polyamid 610 (PA610), polyamid 612 (PA612), polyamid 1012 (PA1012) och polyamid 12 (PA12). På grund av den lägre halten amidbindningar i långkedjiga polyamider har de lägre vattenabsorption, bättre dimensionsstabilitet och bättre duktilitet jämfört med kortkedjiga polyamider.
PA12 Tillämpningar och alternativ
PA12, en typ av långkedjig polyamid, används främst inom fordonskomponenter, 3D-printing, maskiner och flyg. I fordonskomponenter används glasfiberförstärkt PA12 främst i bränsleledningar, avdunstningssystem för fordon och snabbkopplingar. För närvarande innehas tekniken för formsprutning av PA12 och dess modifierade material huvudsakligen av utländska modifieringsföretag, såsom Arkema i Frankrike, Evonik i Tyskland och Ube Industries i Japan. Även om inhemsk forskning om PA12-hartser och deras modifierade material har bedrivits finns det ännu ingen industriell produktion av PA12-hartser i Kina. Priset på PA12-material i Kina är därför fortfarande mycket högt, varför forskning och utveckling av alternativa PA12-material har stor praktisk betydelse. Dessutom har långkedjiga polyamider tillverkade av helt eller delvis biobaserade material, såsom PA610, PA612 och PA1012, miljömässiga fördelar jämfört med PA12, som härrör från icke-förnybara fossila bränslen.
Fuchen Nytt Material's forskning
Fuchen New Material har jämfört egenskaperna hos tre material: GF30-förstärkt PA612, PA1012 och PA12, alla med ett glasfiberinnehåll på 30%. De genomförde också provproduktion på formen av en massproducerad snabbkoppling för bränsleledningar för bilar för att jämföra materialens prestanda. Denna forskning ger en grund för den efterföljande utvecklingen av alternativ till PA12/GF30-material med andra typer av förstärkta långkedjiga polyamider.
Sammanfattning av viktiga punkter
(1) Draghållfastheten, böjhållfastheten och böjelasticitetsmodulen för PA612 / GF30-material är bäst, följt av PA1012 / GF30-material, och det värsta är PA12 / GF30-material. Men oavsett om det är skårslagsstyrkan vid rumstemperatur eller låg temperatur, är PA1012 / GF30-materialet det bästa, PA12 / GF30-materialet är det andra och PA612 / GF30-materialet är det värsta.
(2) Ordningen på materialdensitet, termisk deformationstemperatur och smältpunkt från hög till låg är: PA612/GF30, PA1012/GF30, PA12/GF30. Krympningshastigheten för de tre GF-förstärkta långkedjiga polyamiderna är densamma, och vattenabsorptionshastigheten är låg, vilket inte är mycket annorlunda, men utseendet på de produkter som injiceras från PA1012/GF30-material är bättre än för PA612/GF30.
(3) Baserat på materialets prestanda och formsprutningssituationen är PA1012/GF30-materialet det mest ekonomiska alternativet till PA12/GF30-materialet.
Förberedelse av material
Råvarorna PA612 och PA1012 torkades vid 100 ℃ i 4 timmar och de relevanta materialen vägdes enligt förhållandet mellan hartsmatrisen, GF och antioxidantmassfraktionerna på 69,8% respektive 30% på 0,2%. Hartset och antioxidanten tillsattes först till den vertikala blandaren och blandades jämnt och tillsattes sedan till den dubbelriktade tvillingskruvsträngsprutan i samma riktning. Smält och pressa ut, GF tillsätts genom sidomatning.Sedan kyls de extruderade remsorna med vatten och torkas av en hårtork, och pelletsen granuleras av en granulator.Temperaturen på extruderns matningssektion är 230 ~ 250 ℃, temperaturen på smältsektionen är 210 ~ 230 ℃, temperaturen på huvudsektionen är 230 ~ 250 ℃ och värdskruvhastigheten är 350 ~ 380r / h.
Efter att de beredda pelletsen har torkats bereds en standardspline av en formsprutningsmaskin. Temperaturen är 230 ~ 260 ℃, dekompressionen är 80 MPa och tiden är 35 s. Släpp P12 / GF30 vid 100 ℃ i 4 timmar.
Huvudresultat
(1) Mekaniska egenskaper
Bilden nedan visar den kraftökande prestanda som beskrivs av GF.The draghållfasthet, böjhållfasthet och böjelastisk modul av PA612/GF30 material är de bästa, följt av PA1012/GF30 material, och det värsta är PA12/GF30 material.The draghållfasthet, böjhållfasthet och böjelastisk modul av PA612/GF30 material är 50, 50MPa och 1 200 MPa högre än för PA12/GF30 material, respektive.Draghållfastheten, böjhållfastheten och böjelasticitetsmodulen för PA1012/GF30-materialet är 16, 15Mpa respektive 400MPa högre än för PA12/GF30-materialet. Oavsett om det är skårslagsstyrkan vid rumstemperatur eller låg temperatur är PA1012/GF30-materialet det bästa, PA12/GF30-materialet är det andra och PA612/GF30 är det värsta.
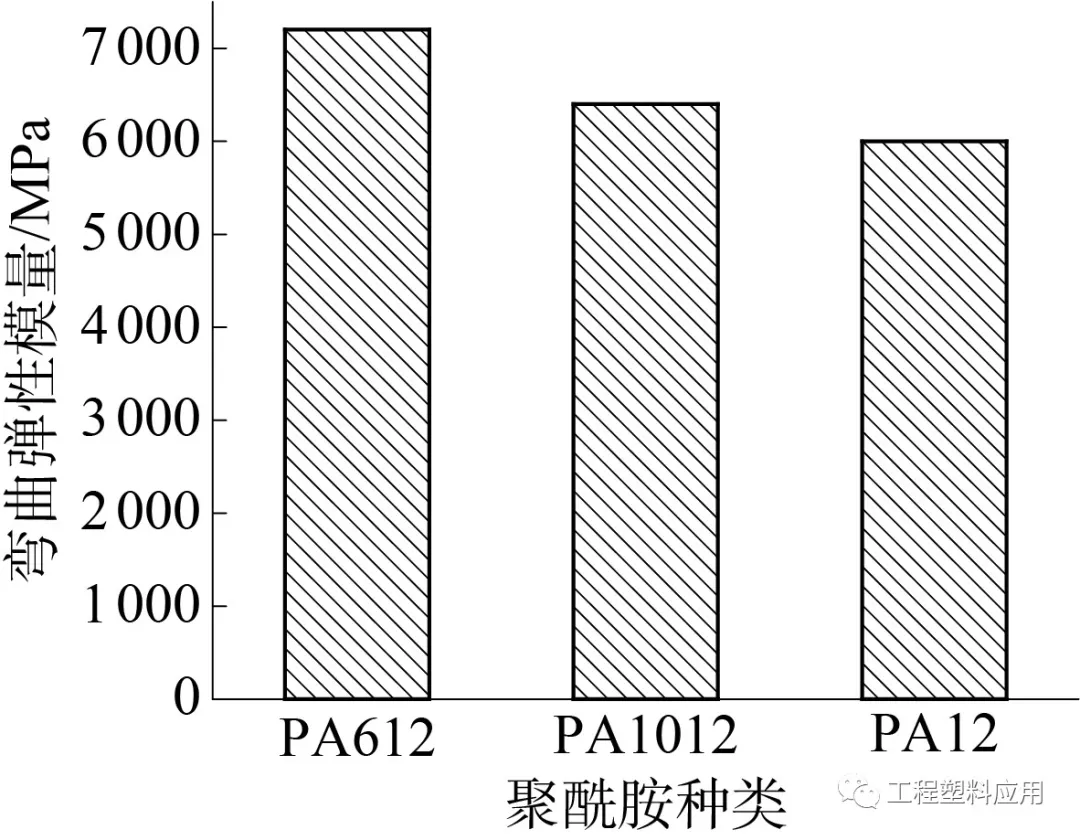
Jämförelse av elasticitetsmodul vid böjning

Jämförelse av böjhållfasthet
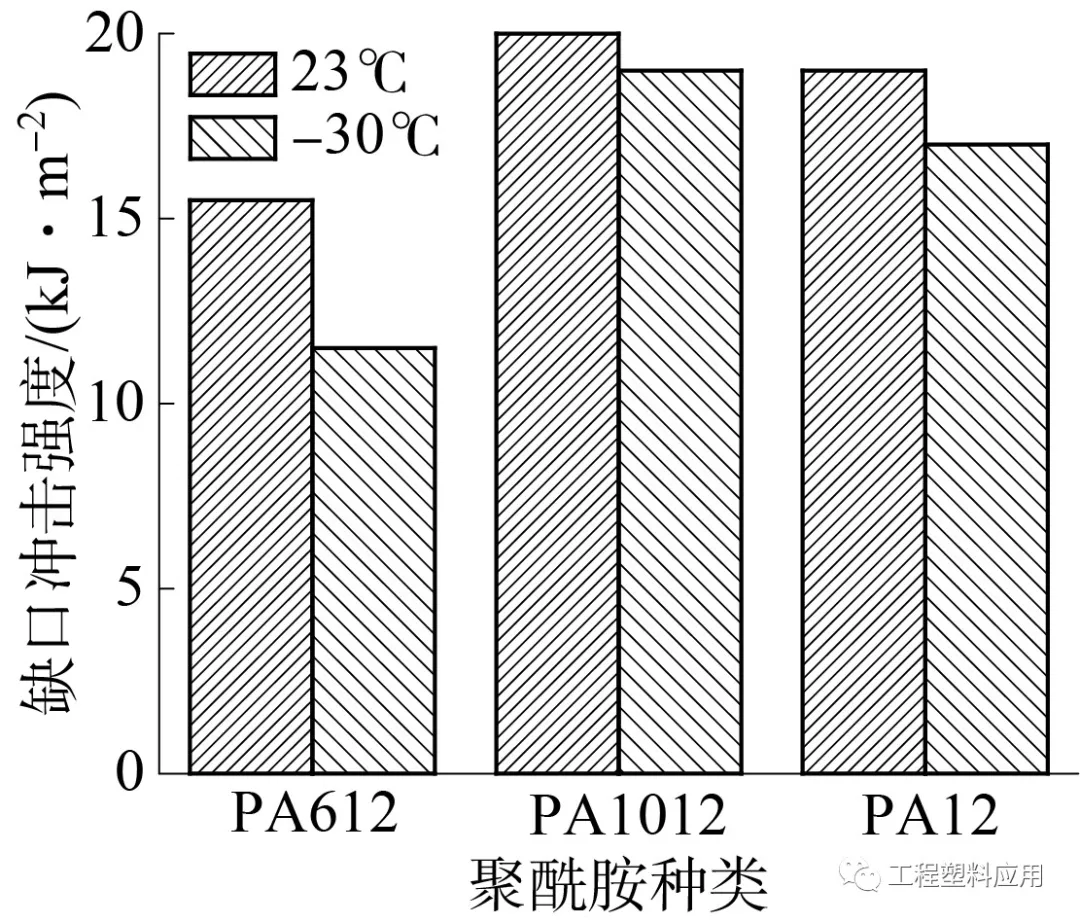
Jämförelse av skårans slaghållfasthet

Jämförelse av draghållfasthet
GF förbättrar prestandaskillnaderna hos olika långkedjiga polyamider främst på grund av de olika molekylära strukturerna hos långkedjiga polyamider.Molekylstrukturen hos olika långkedjiga polyamider visas i figuren nedan.När innehållet i amidgruppen ökar ökar symmetrin i molekylkedjan och kristalliniteten ökar, dess styrka ökar också; tvärtom, när innehållet i amidgruppen minskar (ökningen av metylgruppen i polyamidmolekylkedjan), minskar styrkan gradvis och efterlevnaden ökar.
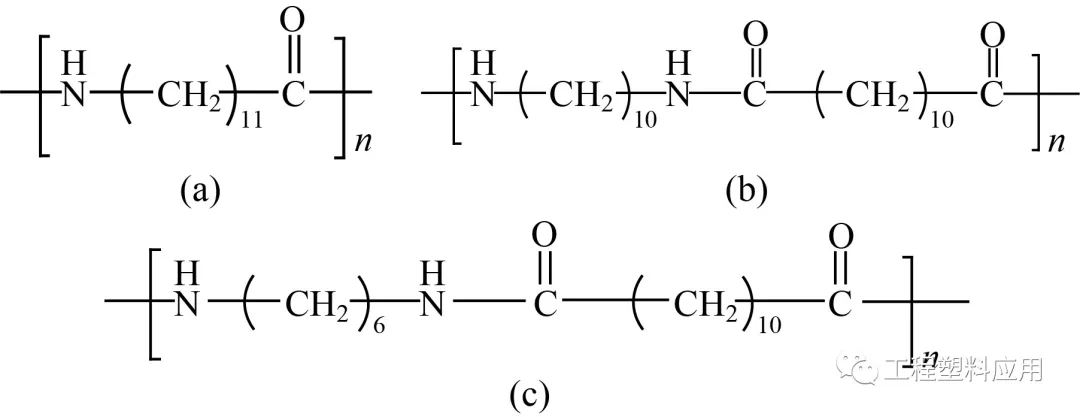
a—PA12;b—PA1012;c—PA612
(2) Vid den praktiska tillämpningen av konstruktionsplaster, särskilt för de omgivande materialen i bilmotordelar, måste särskild uppmärksamhet ägnas åt materialens termiska deformationstemperatur. Bilden nedan visar den termiska deformationstemperaturen för GF-förstärkta olika långkedjiga polyamider.Det kan ses att den högsta termiska deformationstemperaturen för PA612 / GF30-material är 185 ℃, följt av PA1012 / GF30-material, vilket är 175 ℃, och det värsta är PA12 / GF30-material, vilket är 160 ℃. Detta kan bero på att PA612 har det högsta amidinnehållet och den största kristalliniteten, vilket resulterar i den högsta termiska deformationstemperaturen. Den högre termiska deformationstemperaturen innebär att materialet kan användas i bildelar med högre temperaturkrav.
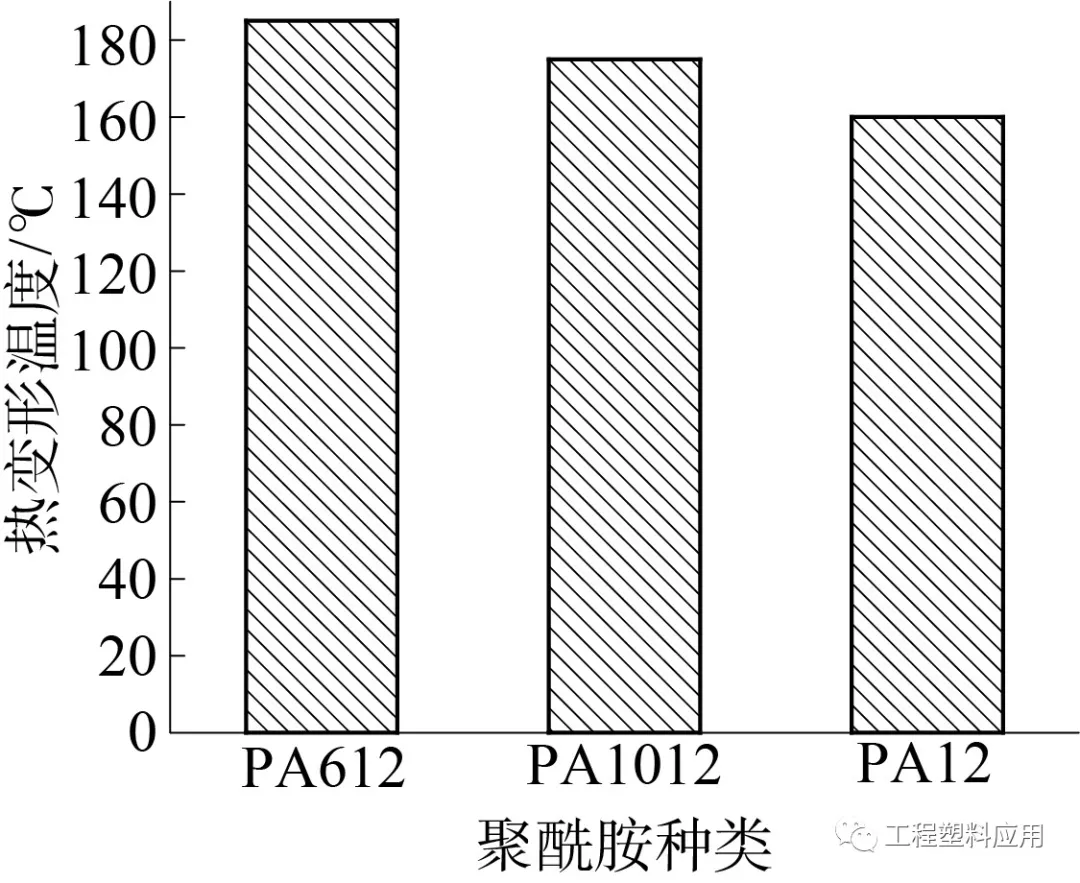
Termisk deformation Temperaturjämförelse
(3) Jämförelse av faktiska formsprutade produkter
Med en snabbkopplingsformsprutningsprodukt från ett fordonsavdunstningssystem som exempel jämfördes gjutkvaliteten hos tre GF-förstärkta långkedjiga polyamidmaterial på formsprutningsmaskinen. Formsprutningsprocessen visas i tabell 1.Tabell 2 visar den faktiska jämförelsen av gjutkvaliteten hos GF-förstärkta olika långkedjiga polyamidformsprutade produkter.Som framgår av tabell 2 uppfyller dimensionerna på PA612 / GF30 och PA1012 / GF30 kundernas krav, men utseendet på PA1012 / GF30 är bättre än för PA612 / GF30.Detta kan bero på att smältpunkten för PA612 / GF30-material är högre än för PA1012 / GF30. Under samma formsprutningsförhållanden är fluiditeten hos PA1012/GF30-materialet bättre. Dessutom är produkter tillverkade av PA1012/GF30 0,1 g tyngre än produkter tillverkade av PA12/GF30, medan produkter tillverkade av PA612/GF30 är 0,5 g tyngre än produkter tillverkade av PA12/GF30. Att döma av materialets prestanda och den faktiska formsprutningssituationen är PA1012/GF30 det mest ekonomiska materialet för att ersätta PA12/GF30.