Kısa Zincirli ve Uzun Zincirli Poliamidler Nedir?
Zincirlerinde 10'dan az karbon atomu bulunan poliamidler genellikle kısa zincirli poliamidler (veya kısa zincirli naylonlar) olarak adlandırılır, örneğin poliamid 6 (PA6), poliamid 66 (PA66) ve poliamid 46 (PA46). Zincirlerinde 10 veya daha fazla karbon atomu bulunan poliamidler, poliamid 610 (PA610), poliamid 612 (PA612), poliamid 1012 (PA1012) ve poliamid 12 (PA12) gibi uzun zincirli poliamidler (veya uzun zincirli naylonlar) olarak adlandırılır. Uzun zincirli poliamidlerdeki düşük amid bağı içeriği nedeniyle, kısa zincirli poliamidlere kıyasla daha düşük su emilimine, daha iyi boyutsal kararlılığa ve daha iyi sünekliğe sahiptirler.
PA12 Uygulamalar ve Alternatifler
Bir tür uzun zincirli poliamid olan PA12, temel olarak otomotiv bileşenlerinde, 3D baskıda, makinelerde ve havacılıkta kullanılır. Otomotiv bileşenlerinde, cam elyaf (GF) takviyeli PA12 öncelikle yakıt hattı sistemlerinde, otomotiv buharlaştırma sistemlerinde ve hızlı konektörlerde kullanılır. Şu anda, PA12 ve modifiye edilmiş malzemelerinin enjeksiyon kalıplama teknolojisi esas olarak Fransa'daki Arkema, Almanya'daki Evonik ve Japonya'daki Ube Industries gibi yabancı modifikasyon şirketlerinin elindedir. PA12 reçineleri ve bunların modifiye edilmiş malzemeleri üzerine yerli araştırmalar yapılmış olmasına rağmen, Çin'de henüz PA12 reçinelerinin endüstriyel üretimi bulunmamaktadır. Bu nedenle, Çin'de PA12 malzemelerinin fiyatı hala çok yüksektir, dolayısıyla PA12 alternatif malzemelerinin araştırılması ve geliştirilmesi önemli bir pratik öneme sahiptir. Ayrıca, PA610, PA612 ve PA1012 gibi kısmen veya tamamen biyo-bazlı malzemelerden yapılan uzun zincirli poliamidler, yenilenemeyen fosil yakıtlardan elde edilen PA12'ye göre çevresel avantajlara sahiptir.
Fuchen Yeni Malzeme'in Araştırması
Fuchen New Material üç malzemenin özelliklerini karşılaştırdı: GF30 takviyeli PA612, PA1012 ve PA12, hepsi 30% cam elyaf içeriğine sahip. Ayrıca bu malzemelerin performansını karşılaştırmak için seri üretilen bir otomotiv yakıt hattı hızlı konektörünün kalıbı üzerinde deneme üretimi gerçekleştirmişlerdir. Bu araştırma, diğer güçlendirilmiş uzun zincirli poliamid türleri kullanılarak PA12/GF30 malzemelerine alternatiflerin geliştirilmesi için bir temel oluşturmaktadır.
Önemli Noktaların Özeti
(1) PA612/GF30 malzemelerinin çekme mukavemeti, eğilme mukavemeti ve eğilme elastik modülü en iyisidir, bunu PA1012/GF30 malzemeleri takip eder ve en kötüsü PA12/GF30 malzemeleridir. Bununla birlikte, ister oda sıcaklığında ister düşük sıcaklıkta çentik darbe mukavemeti olsun, PA1012/GF30 malzemesi en iyisidir, PA12/GF30 malzemesi ikinci ve PA612/GF30 malzemesi en kötüsüdür.
(2) Malzeme yoğunluğu, termal deformasyon sıcaklığı ve erime noktasının yüksekten düşüğe doğru sıralanması: PA612/GF30, PA1012/GF30, PA12/GF30.GF takviyeli üç uzun zincirli poliamidin büzülme oranı aynıdır ve su emme oranı düşüktür, bu da çok farklı değildir, ancak PA1012/GF30 malzemeden enjekte edilen ürünlerin görünümü PA612/GF30'dan daha iyidir.
(3) Malzemenin performansına ve enjeksiyon kalıplama durumuna bağlı olarak, PA1012/GF30 malzemesi PA12/GF30 malzemesine göre en ekonomik alternatiftir.
Malzeme Hazırlama
PA612 ve PA1012 hammaddeleri 100°C'de 4 saat süreyle kurutulmuş ve ilgili malzemeler sırasıyla 69,8% ve 30%'lik reçine matrisi, GF ve 0,2%'lik antioksidan kütle fraksiyonları oranına göre tartılmıştır. Reçine ve antioksidan önce dikey karıştırıcıya eklenmiş ve eşit şekilde karıştırılmış ve daha sonra eş yönlü çift vidalı ekstrüdere eklenmiştir. Eritin ve sıkın, GF yandan besleme ile eklenir, daha sonra ekstrüde edilen şeritler su ile soğutulur ve bir saç kurutma makinesi ile kurutulur ve peletler bir granülatör ile granüle edilir. ekstrüderin besleme bölümünün sıcaklığı 230 ~ 250 ℃, eritme bölümünün sıcaklığı 210 ~ 230 ℃, kafa bölümünün sıcaklığı 230 ~ 250 ℃ ve ana vida hızı 350 ~ 380r / s'dir.
Hazırlanan peletler kurutulduktan sonra, bir enjeksiyon kalıplama makinesi ile standart bir spline hazırlanır. 230 ~ 260 ℃ sıcaklık, dekompresyon 80mpa ve süre 35 saniyedir. 4 saat boyunca 100 ℃'de P12 / GF30 damlatın.
Ana Sonuçlar
(1) Mekanik özellikler
Aşağıdaki resim GF tarafından tanımlanan kuvvet artırıcı performansı göstermektedir PA612/GF30 malzemelerinin çekme mukavemeti, eğilme mukavemeti ve eğilme elastik modülü en iyisidir, bunu PA1012/GF30 malzemeleri takip eder ve en kötüsü PA12/GF30 malzemeleridir PA612/GF30 malzemesinin çekme mukavemeti, eğilme mukavemeti ve eğilme elastik modülü PA12/GF30 malzemesinden sırasıyla 50, 50MPa ve 1 200 MPa daha yüksektir.PA1012/GF30 malzemesinin çekme mukavemeti, eğilme mukavemeti ve eğilme elastik modülü, PA12/GF30 malzemesinden sırasıyla 16, 15Mpa ve 400MPa daha yüksektir, ancak ister oda sıcaklığında ister düşük sıcaklıkta çentik darbe mukavemeti olsun, PA1012/GF30 malzemesi en iyisidir, PA12/GF30 malzemesi ikinci ve PA612/GF30 en kötüsüdür.
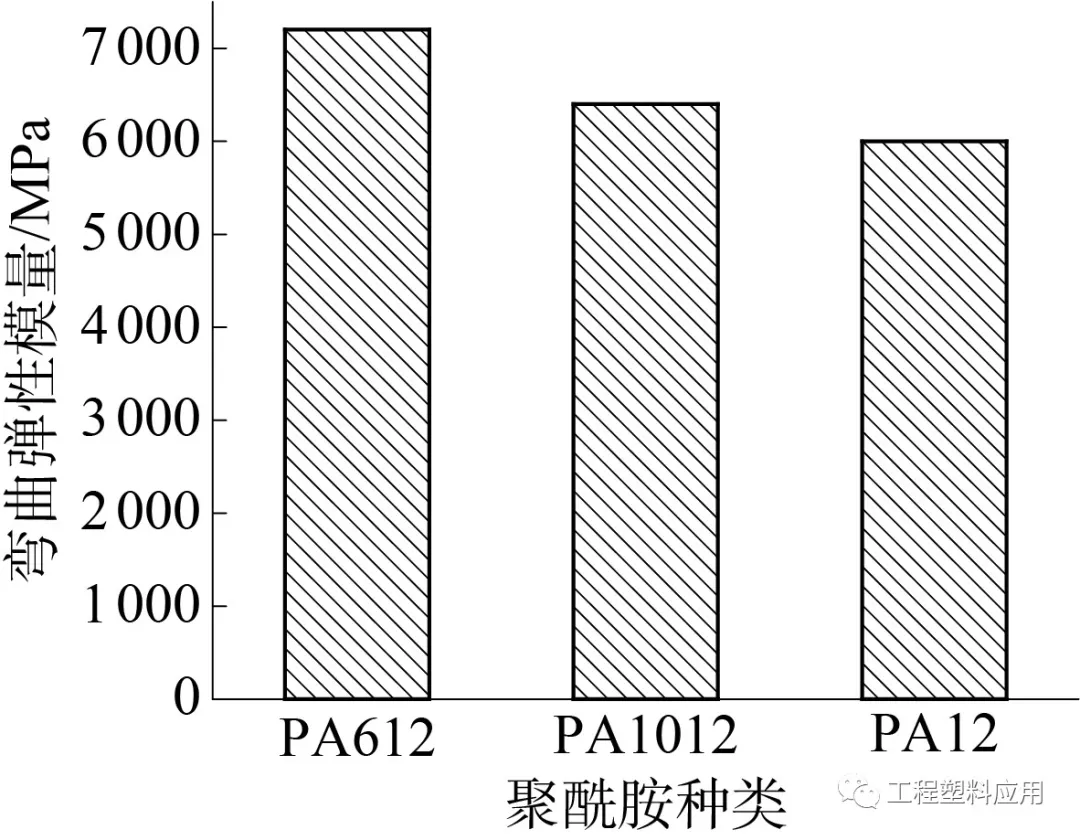
Eğilme Elastik Modülü Karşılaştırması

Eğilme Dayanımı Karşılaştırması
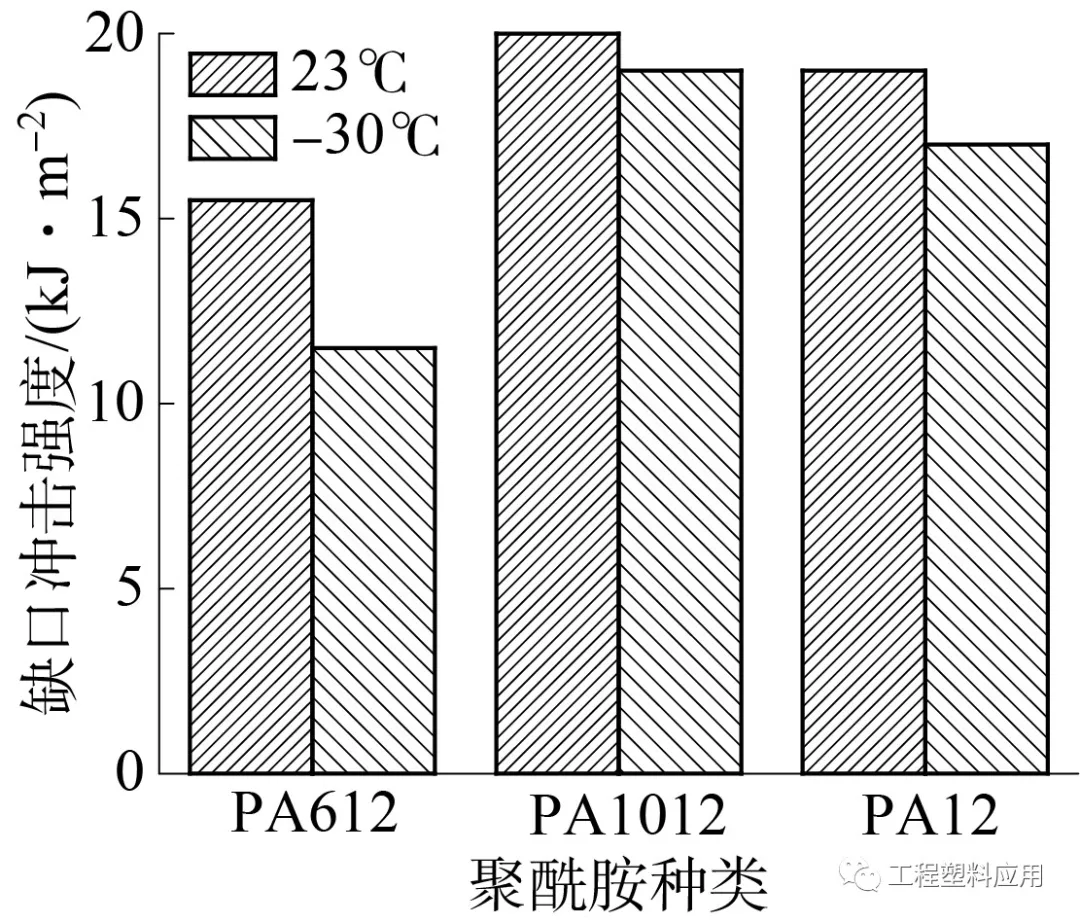
Çentik Darbe Dayanımı Karşılaştırması

Çekme Dayanımı Karşılaştırması
GF, farklı uzun zincirli poliamidlerin performans farklılıklarını, esas olarak uzun zincirli poliamidlerin farklı moleküler yapıları nedeniyle artırır Farklı uzun zincirli poliamidlerin moleküler yapısı aşağıdaki şekilde gösterilmiştir Amid grubunun içeriği arttıkça, moleküler zincirin simetrisi artar ve kristallik artar, mukavemeti de artar; aksine, amid grubunun içeriği azaldıkça (poliamid moleküler zincirindeki metil grubunun artması), mukavemet kademeli olarak azalır ve uyum artar.
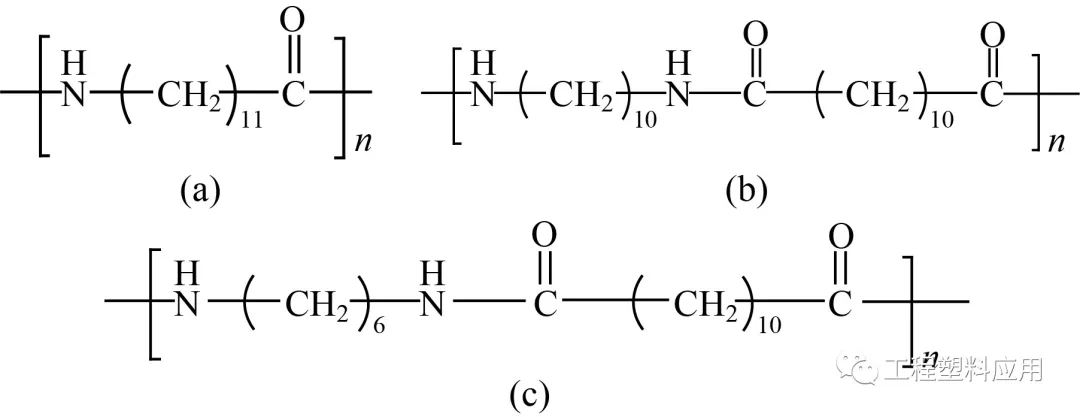
a—PA12;b—PA1012;c—PA612
(2) Mühendislik plastiklerinin pratik uygulamasında, özellikle otomobil motor parçalarının çevre malzemeleri için, malzemelerin termal deformasyon sıcaklığına özel dikkat gösterilmesi gerekir Aşağıdaki resim GF takviyeli farklı uzun zincirli poliamidlerin termal deformasyon sıcaklığını göstermektedir.PA612/GF30 malzemesinin en yüksek termal deformasyon sıcaklığının 185 ℃ olduğu, bunu 175 ℃ olan PA1012/GF30 malzemesinin izlediği ve en kötüsünün 160 ℃ olan PA12/GF30 malzemesi olduğu görülebilir. en yüksek termal deformasyon sıcaklığı ile sonuçlanan en yüksek amid içeriğine ve en büyük kristalliğe sahiptir. daha yüksek termal deformasyon sıcaklığı, malzemenin daha yüksek sıcaklık gereksinimleri olan otomobil parçalarında kullanılabileceği anlamına gelir.
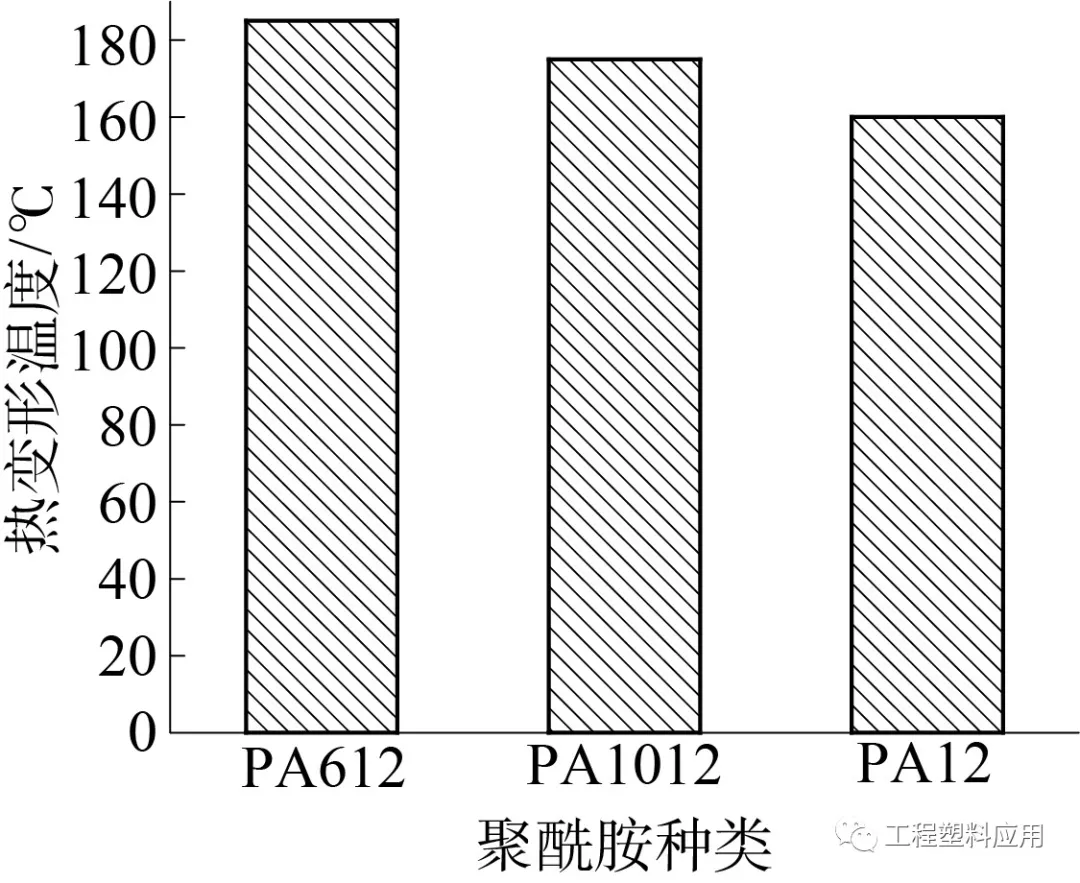
Termal Deformasyon Sıcaklık Karşılaştırması
(3) Gerçek enjeksiyon kalıplı ürünlerin karşılaştırılması
Örnek olarak bir otomobil buharlaştırma sisteminin hızlı bağlantı enjeksiyon kalıplama ürünü alınarak, üç GF takviyeli uzun zincirli poliamid malzemenin kalıplama kalitesi enjeksiyon kalıplama makinesinde karşılaştırılmıştır. Enjeksiyon kalıplama işlemi Tablo 1'de gösterilmektedir Tablo 2, GF takviyeli farklı uzun zincirli poliamid enjeksiyon kalıplı ürünlerin kalıplama kalitesinin gerçek karşılaştırmasını göstermektedir Tablo 2'den görülebileceği gibi, PA612 / GF30 ve PA1012 / GF30'un boyutları müşteri gereksinimlerini karşılar, ancak PA1012 / GF30'un görünümü PA612 / GF30'dan daha iyidir Bunun nedeni, PA612 / GF30 malzemesinin erime noktasının PA1012 / GF30'dan daha yüksek olması olabilir. Aynı enjeksiyon kalıplama koşulları altında, PA1012/GF30 malzemesinin akışkanlığı daha iyidir Ayrıca, PA1012/GF30 ile yapılan ürünler PA12/GF30 ile yapılan ürünlerden 0,1 g daha ağırken, PA612/GF30 ile yapılan ürünler PA12/GF30 ile yapılan ürünlerden 0,5 g daha ağırdır Malzemenin performansına ve gerçek enjeksiyon kalıplama durumuna bakıldığında, PA1012/GF30, PA12/GF30'un yerini alacak en ekonomik malzemedir.