Какво представляват късо- и дълговерижните полиамиди
Полиамидите с по-малко от 10 въглеродни атома във веригите си обикновено се наричат късоверижни полиамиди (или късоверижни найлони), като например полиамид 6 (PA6), полиамид 66 (PA66) и полиамид 46 (PA46). Полиамидите с 10 или повече въглеродни атоми във веригите се наричат дълговерижни полиамиди (или дълговерижни найлони), като полиамид 610 (PA610), полиамид 612 (PA612), полиамид 1012 (PA1012) и полиамид 12 (PA12). Поради по-ниското съдържание на амидни връзки в дълговерижните полиамиди, те имат по-ниска абсорбция на вода, по-добра стабилност на размерите и по-добра еластичност в сравнение с късоверижните полиамиди.
PA12 Приложения и алтернативи
PA12, вид дълговерижен полиамид, се използва главно в автомобилните компоненти, 3D принтирането, машините и космическата индустрия. При автомобилните компоненти, подсиленият със стъклени влакна (GF) PA12 се използва основно в системите за гориво, автомобилните изпарителни системи и бързите съединители. Понастоящем технологията за инжекционно формоване на PA12 и модифицирани от него материали се държи основно от чуждестранни компании за модификации, като Arkema във Франция, Evonik в Германия и Ube Industries в Япония. Въпреки че в страната се провеждат изследвания на смоли от PA12 и техните модифицирани материали, в Китай все още няма промишлено производство на смоли от PA12. Поради това цената на материалите от PA12 в Китай все още е много висока, поради което изследването и разработването на алтернативни материали от PA12 има значително практическо значение. Освен това дълговерижните полиамиди, произведени от частично или изцяло биоматериали, като PA610, PA612 и PA1012, имат екологични предимства пред PA12, който се получава от невъзобновяеми изкопаеми горива.
Fuchen Нов материал's Research
Fuchen New Material сравни свойствата на три материала: GF30, подсилени с PA612, PA1012 и PA12, всички със съдържание на стъклени влакна 30%. Те също така са извършили пробно производство на матрица за бърз конектор на масово произвеждан автомобилен горивопровод, за да сравнят характеристиките на тези материали. Това изследване осигурява основа за последващото разработване на алтернативи на материалите PA12/GF30, като се използват други видове подсилени дълговерижни полиамиди.
Обобщение на основните точки
(1) Якостта на опън, якостта на огъване и модулът на еластичност при огъване на материалите PA612/GF30 са най-добри, следвани от материалите PA1012/GF30, а най-лоши са материалите PA12/GF30.Въпреки това, независимо дали става въпрос за якостта на удар при стайна или ниска температура, материалът PA1012/GF30 е най-добрият, материалът PA12/GF30 е втори, а материалът PA612/GF30 е най-лошият.
(2) Редът на плътността на материала, температурата на термична деформация и точката на топене от висока към ниска е: Степента на свиване на трите GF-усилени дълговерижни полиамида е еднаква, а степента на абсорбция на вода е ниска, което не е много различно, но външният вид на продуктите, инжектирани от материала PA1012/GF30, е по-добър от този на PA612/GF30.
(3) Въз основа на характеристиките на материала и ситуацията при шприцване, материалът PA1012/GF30 е най-икономичната алтернатива на материала PA12/GF30.
Подготовка на материала
Суровините PA612 и PA1012 са изсушени при 100 ℃ за 4 часа и съответните материали са претеглени в съответствие със съотношението на масовите фракции на смолистата матрица, GF и антиоксиданта съответно 69,8% и 30% от 0,2%. Първоначално смолата и антиоксидантът се добавят във вертикалния миксер и се разбъркват равномерно, след което се добавят в съпосочния двушнеков екструдер. След това екструдираните ленти се охлаждат с вода и се изсушават със сешоар, а гранулите се гранулират с гранулатор.Температурата на захранващата секция на екструдера е 230 ~ 250 ℃, температурата на топилната секция е 210 ~ 230 ℃, температурата на секцията на главата е 230 ~ 250 ℃, а скоростта на главния винт е 350 ~ 380 об/час.
След като приготвените пелети се изсушат, се приготвя стандартен шлиц чрез машина за леене под налягане.Температурата е 230~260 ℃, декомпресията е 80mpa, а времето е 35s.Drop P12/GF30 при 100 ℃ за 4 часа.
Основни резултати
(1) Механични свойства
На снимката по-долу са показани характеристиките за увеличаване на силата, описани от GF.Най-добри са якостта на опън, якостта на огъване и модулът на еластичност при огъване на материалите PA612/GF30, следвани от материалите PA1012/GF30, а най-лоши са материалите PA12/GF30.Якостта на опън, якостта на огъване и модулът на еластичност при огъване на материалите PA612/GF30 са съответно 50, 50MPa и 1 200 MPa по-високи от тези на материалите PA12/GF30.Якостта на опън, якостта на огъване и модулът на еластичност при огъване на материала PA1012/GF30 са съответно 16, 15MPa и 400MPa по-високи от тези на материала PA12/GF30.Въпреки това, независимо дали става въпрос за якостта на удар при врязване при стайна или ниска температура, материалът PA1012/GF30 е най-добрият, материалът PA12/GF30 е втори, а PA612/GF30 е най-лошият.
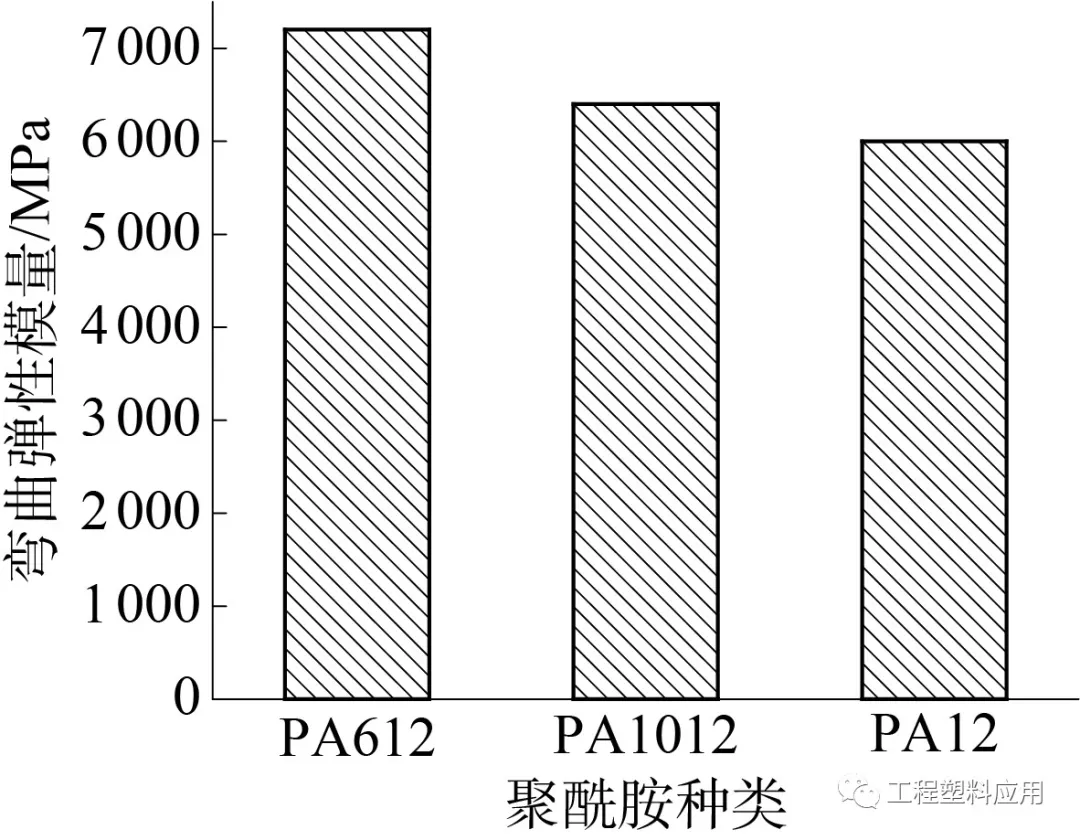
Сравнение на модула на еластичност при огъване

Сравнение на якостта на огъване
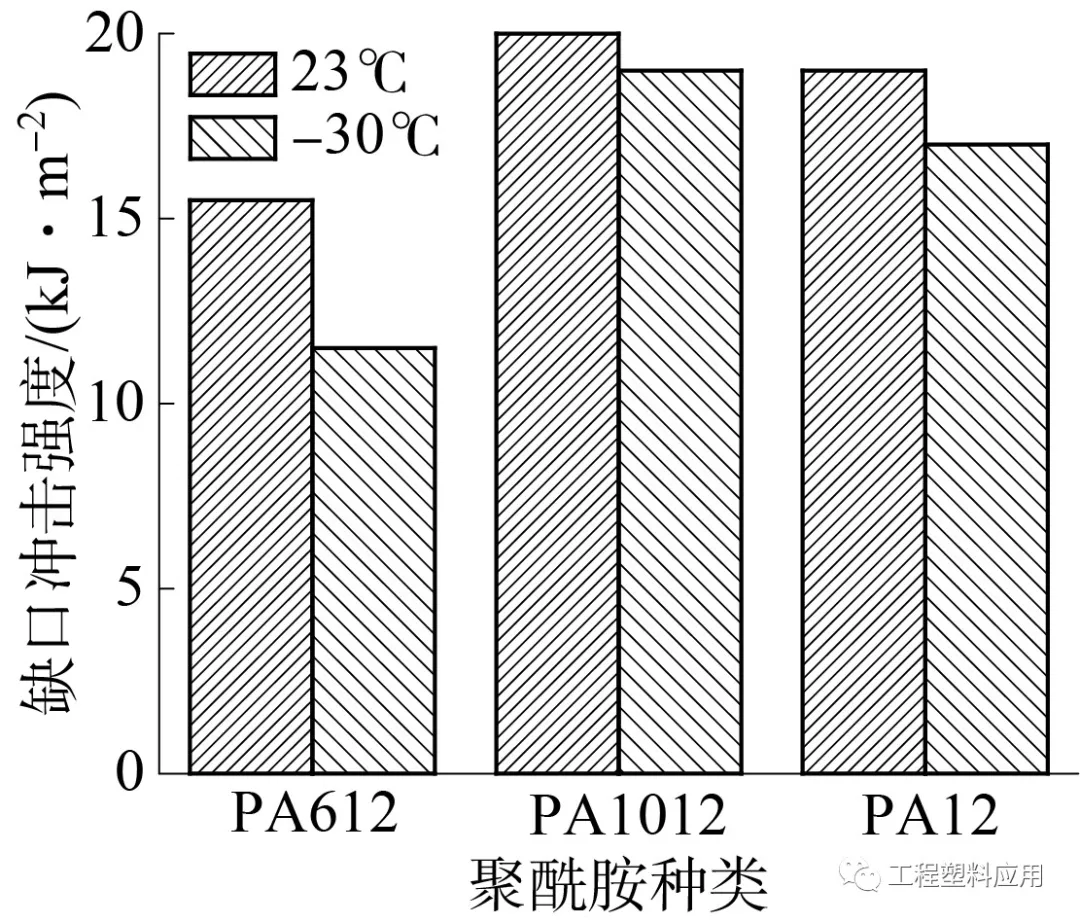
Сравнение на якостта на удара при врязване

Сравнение на якостта на опън
GF повишава разликите в характеристиките на различните дълговерижни полиамиди главно поради различните молекулни структури на дълговерижните полиамиди.Молекулната структура на различните дълговерижни полиамиди е показана на фигурата по-долу.С увеличаването на съдържанието на амидната група симетрията на молекулната верига се увеличава и кристалността се увеличава, като се увеличава и нейната якост; напротив, с намаляването на съдържанието на амидната група (увеличаването на метиловата група в молекулната верига на полиамида) якостта постепенно намалява, а податливостта се увеличава.
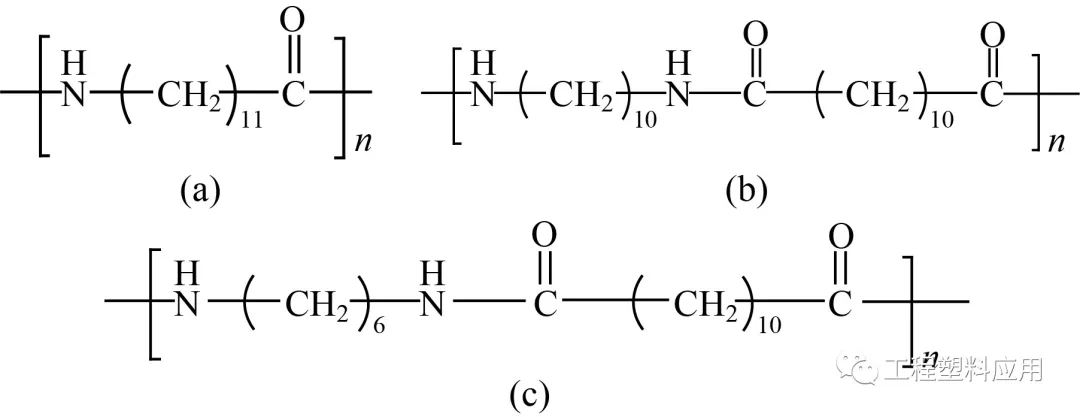
a—PA12;b—PA1012;c—PA612
(2) При практическото приложение на инженерните пластмаси, особено за материалите, заобикалящи частите на автомобилните двигатели, е необходимо да се обърне специално внимание на температурата на термична деформация на материалите.На снимката по-долу е показана температурата на термична деформация на GF, подсилени с различни дълговерижни полиамиди.Може да се види, че най-високата температура на термична деформация на материала PA612/GF30 е 185 ℃, следван от материала PA1012/GF30, който е 175 ℃, а най-лош е материалът PA12/GF30, който е 160 ℃. това може да се дължи на факта, че PA612 има най-високо съдържание на амид и най-голяма кристалност, което води до най-висока температура на термична деформация. по-високата температура на термична деформация означава, че материалът може да се използва в автомобилни части с по-високи температурни изисквания.
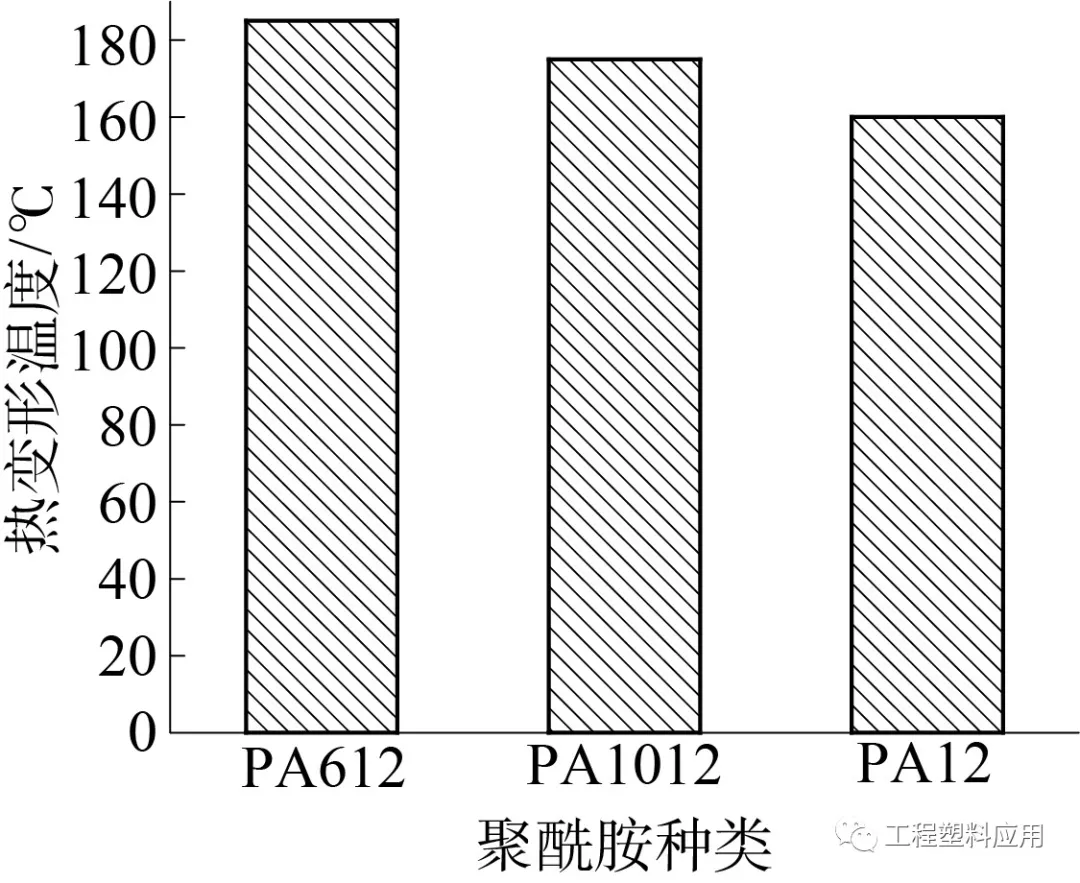
Сравнение на температурата на термичната деформация
(3) Сравнение на действителните продукти, формовани чрез инжектиране
Като се вземе за пример продукт за шприцване с бързо свързване на автомобилна изпарителна система, качеството на формоване на три GF-подсилени дълговерижни полиамидни материала беше сравнено на машината за шприцване. Процесът на инжекционно формоване е показан в таблица 1.Таблица 2 показва действителното сравнение на качеството на формоване на различни продукти от дълговерижни полиамиди, подсилени с GF.Както може да се види от таблица 2, размерите на PA612/GF30 и PA1012/GF30 отговарят на изискванията на клиента, но външният вид на PA1012/GF30 е по-добър от този на PA612/GF30.Това може да се дължи на факта, че температурата на топене на материала PA612/GF30 е по-висока от тази на PA1012/GF30. При същите условия на шприцване течливостта на материала PA1012/GF30 е по-добра. освен това продуктите, произведени от PA1012/GF30, са с 0,1 g по-тежки от продуктите, произведени от PA12/GF30, докато продуктите, произведени от PA612/GF30, са с 0,5 g по-тежки от продуктите, произведени от PA12/GF30. ако се съди по характеристиките на материала и действителната ситуация при шприцване, PA1012/GF30 е най-икономичният материал, който може да замени PA12/GF30.