¿Qué son las poliamidas de cadena corta y de cadena larga?
Las poliamidas con menos de 10 átomos de carbono en sus cadenas se denominan generalmente poliamidas de cadena corta (o nilones de cadena corta), como la poliamida 6 (PA6), la poliamida 66 (PA66) y la poliamida 46 (PA46). Las poliamidas con 10 o más átomos de carbono en sus cadenas se denominan poliamidas de cadena larga (o nilones de cadena larga), como la poliamida 610 (PA610), la poliamida 612 (PA612), la poliamida 1012 (PA1012) y la poliamida 12 (PA12). Debido al menor contenido de enlaces amida en las poliamidas de cadena larga, tienen menor absorción de agua, mayor estabilidad dimensional y mejor ductilidad en comparación con las poliamidas de cadena corta.
PA12 Aplicaciones y alternativas
La PA12, un tipo de poliamida de cadena larga, se utiliza principalmente en componentes de automoción, impresión 3D, maquinaria y aeroespacial. En los componentes de automoción, la PA12 reforzada con fibra de vidrio (GF) se utiliza principalmente en sistemas de tuberías de combustible, sistemas de evaporación de automoción y conectores rápidos. En la actualidad, la tecnología de moldeo por inyección de PA12 y sus materiales modificados está principalmente en manos de empresas extranjeras de modificación, como Arkema en Francia, Evonik en Alemania y Ube Industries en Japón. Aunque se han llevado a cabo investigaciones nacionales sobre resinas de PA12 y sus materiales modificados, todavía no hay producción industrial de resinas de PA12 en China. Por lo tanto, el precio de los materiales de PA12 en China sigue siendo muy elevado, de ahí que la investigación y el desarrollo de materiales alternativos de PA12 tengan una importancia práctica significativa. Además, las poliamidas de cadena larga fabricadas a partir de materiales parcial o totalmente biológicos, como la PA610, la PA612 y la PA1012, tienen ventajas medioambientales sobre la PA12, que se deriva de combustibles fósiles no renovables.
Fuchen Nuevo MaterialInvestigación
Fuchen New Material ha comparado las propiedades de tres materiales: PA612, PA1012 y PA12 reforzados con GF30, todos ellos con un contenido de fibra de vidrio de 30%. También han llevado a cabo una producción de prueba en el molde de un conector rápido de línea de combustible de automoción producido en serie para comparar el rendimiento de estos materiales. Esta investigación sienta las bases para el posterior desarrollo de alternativas a los materiales PA12/GF30 utilizando otros tipos de poliamidas de cadena larga reforzadas.
Resumen de los puntos clave
(1) La resistencia a la tracción, la resistencia a la flexión y el módulo elástico de flexión de los materiales PA612/GF30 son los mejores, seguidos de los materiales PA1012/GF30, y los peores son los materiales PA12/GF30. Sin embargo, si se trata de la resistencia al impacto de entalla a temperatura ambiente o a baja temperatura, el material PA1012/GF30 es el mejor, el material PA12/GF30 es el segundo, y el material PA612/GF30 es el peor.
(2) El orden de densidad del material, temperatura de deformación térmica y punto de fusión de alto a bajo es: PA612/GF30, PA1012/GF30, PA12/GF30.El índice de contracción de las tres poliamidas de cadena larga reforzadas con GF es el mismo, y el índice de absorción de agua es bajo, lo que no difiere mucho, pero el aspecto de los productos inyectados a partir del material PA1012/GF30 es mejor que el de PA612/GF30.
(3) Teniendo en cuenta el rendimiento del material y la situación del moldeo por inyección, el material PA1012/GF30 es la alternativa más económica al material PA12/GF30.
Preparación del material
Las materias primas PA612 y PA1012 se secaron a 100℃ durante 4h, y los materiales pertinentes se pesaron según la relación de las fracciones de masa de matriz de resina, GF y antioxidante de 69,8% y 30% de 0,2%, respectivamente. La resina y el antioxidante se añadieron primero al mezclador vertical y se mezclaron uniformemente, y después se añadieron a la extrusora de doble husillo codireccional. La temperatura de la sección de alimentación de la extrusora es de 230~250℃, la temperatura de la sección de fusión es de 210~230℃, la temperatura de la sección de cabeza es de 230~250℃, y la velocidad del tornillo anfitrión es de 350~380r/h.
Después de secar los gránulos preparados, se prepara un estriado estándar mediante una máquina de moldeo por inyección.La temperatura es de 230~260℃, la descompresión es de 80mpa, y el tiempo es de 35s.Deje caer P12/GF30 a 100℃ durante 4 horas.
Principales resultados
(1) Propiedades mecánicas
La resistencia a la tracción, la resistencia a la flexión y el módulo elástico de flexión de los materiales PA612/GF30 son los mejores, seguidos de los materiales PA1012/GF30, y los peores son los materiales PA12/GF30. La resistencia a la tracción, la resistencia a la flexión y el módulo elástico de flexión del material PA612/GF30 son 50, 50MPa y 1 200 MPa superiores a los del material PA12/GF30, respectivamente.La resistencia a la tracción, la resistencia a la flexión y el módulo elástico de flexión del material PA1012/GF30 son 16, 15 MPa y 400 MPa superiores a los del material PA12/GF30, respectivamente. Sin embargo, tanto si se trata de la resistencia al impacto de entalla a temperatura ambiente como a baja temperatura, el material PA1012/GF30 es el mejor, el material PA12/GF30 es el segundo y el PA612/GF30 es el peor.
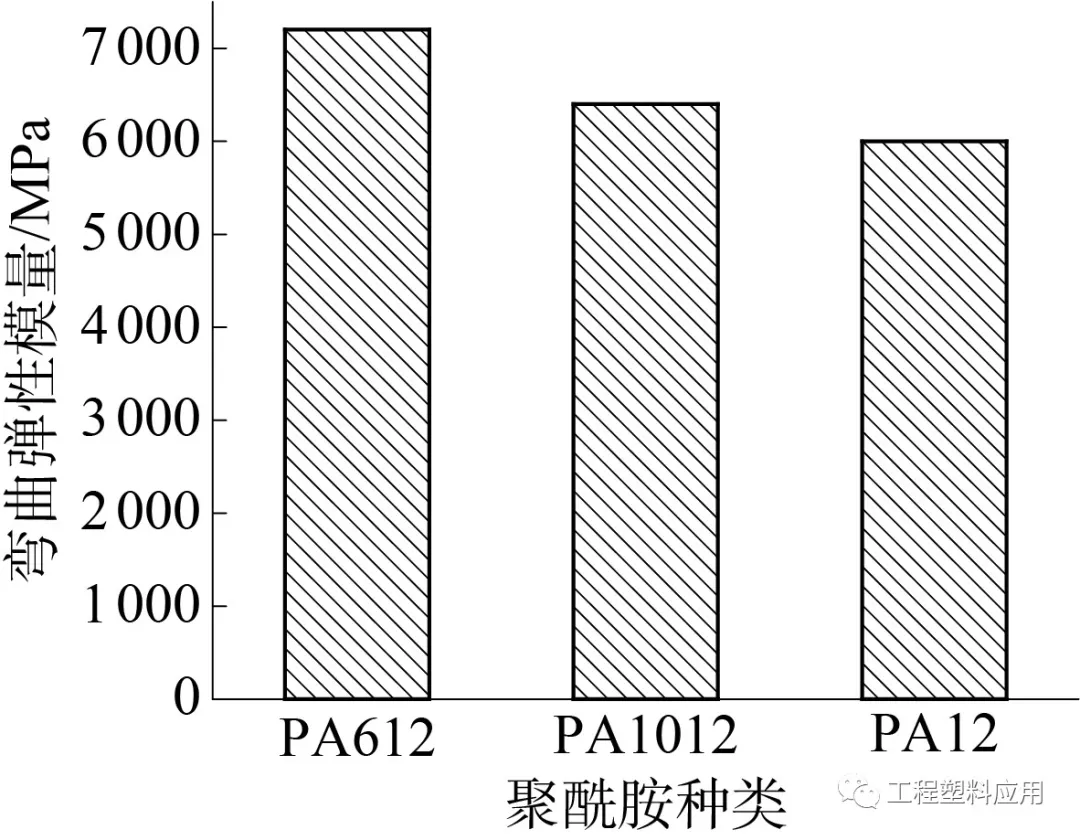
Comparación del módulo elástico de flexión

Comparación de la resistencia a la flexión
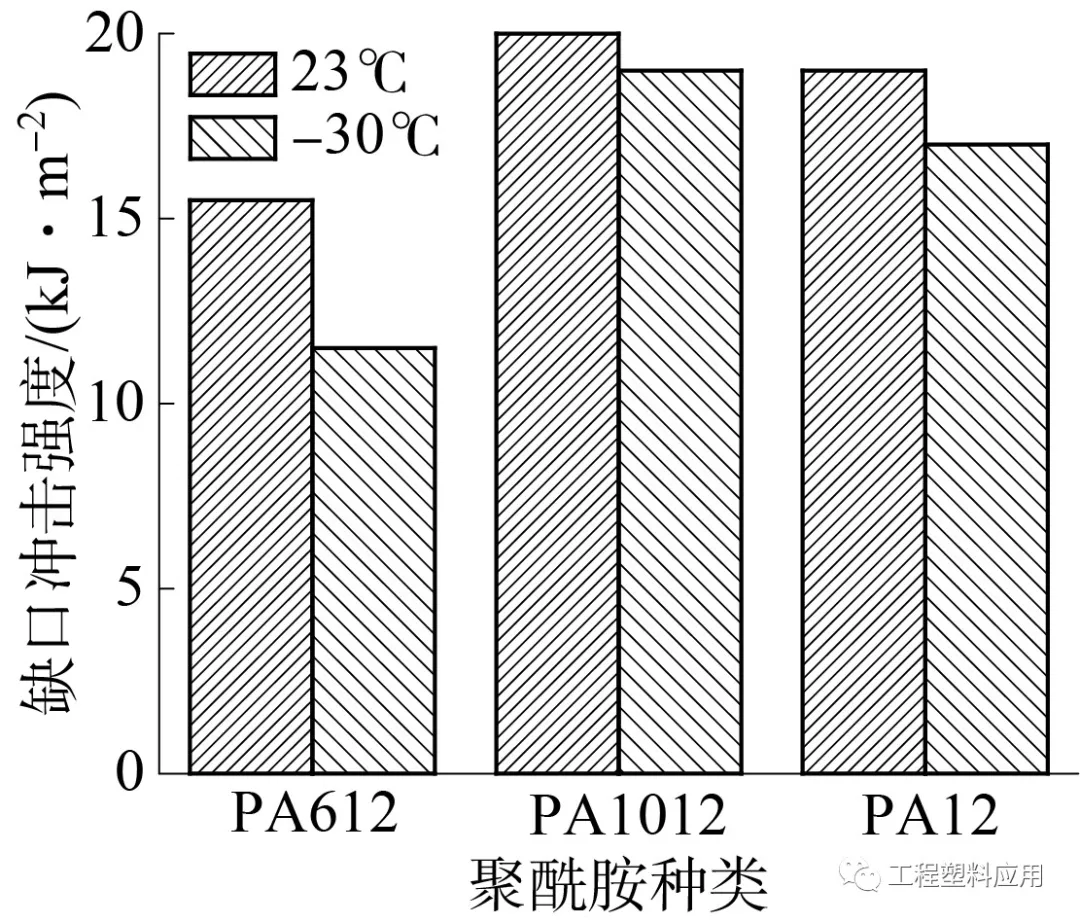
Comparación de la resistencia al impacto

Comparación de la resistencia a la tracción
La estructura molecular de las diferentes poliamidas de cadena larga se muestra en la siguiente figura: a medida que aumenta el contenido del grupo amida, aumenta la simetría de la cadena molecular y la cristalinidad, y también aumenta su resistencia; por el contrario, a medida que disminuye el contenido del grupo amida (aumento del grupo metilo en la cadena molecular de la poliamida), disminuye gradualmente la resistencia y aumenta la conformidad.
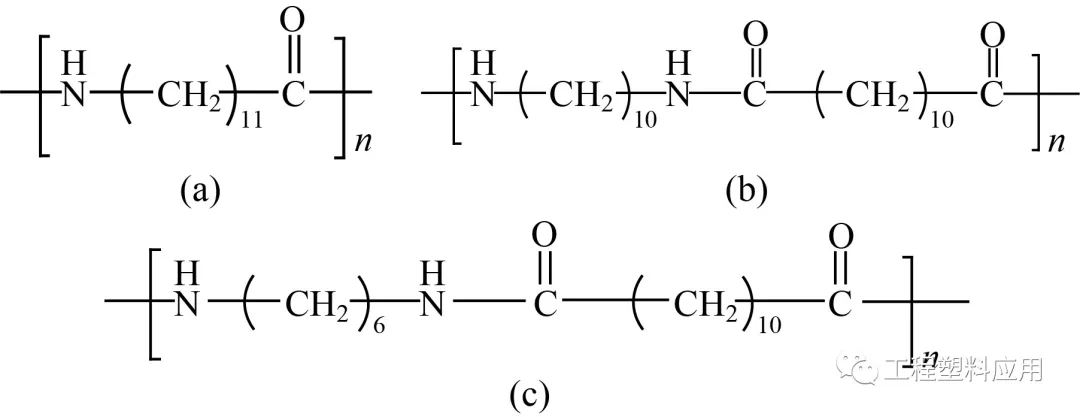
a—PA12;b—PA1012;c—PA612
(2) En la aplicación práctica de los plásticos de ingeniería, especialmente para los materiales circundantes de las piezas del motor del automóvil, es necesario prestar especial atención a la temperatura de deformación térmica de los materiales.La siguiente imagen muestra la temperatura de deformación térmica de GF reforzado diferentes poliamidas de cadena larga.Se puede observar que la temperatura de deformación térmica más alta del material PA612/GF30 es de 185℃, seguido por el material PA1012/GF30, que es de 175℃, y el peor es el material PA12/GF30, que es de 160℃.Esto puede deberse al hecho de que PA612 tiene el mayor contenido de amida y la mayor cristalinidad, lo que resulta en la temperatura de deformación térmica más alta.La temperatura de deformación térmica más alta significa que el material puede ser utilizado en piezas de automóviles con requisitos de temperatura más altos.
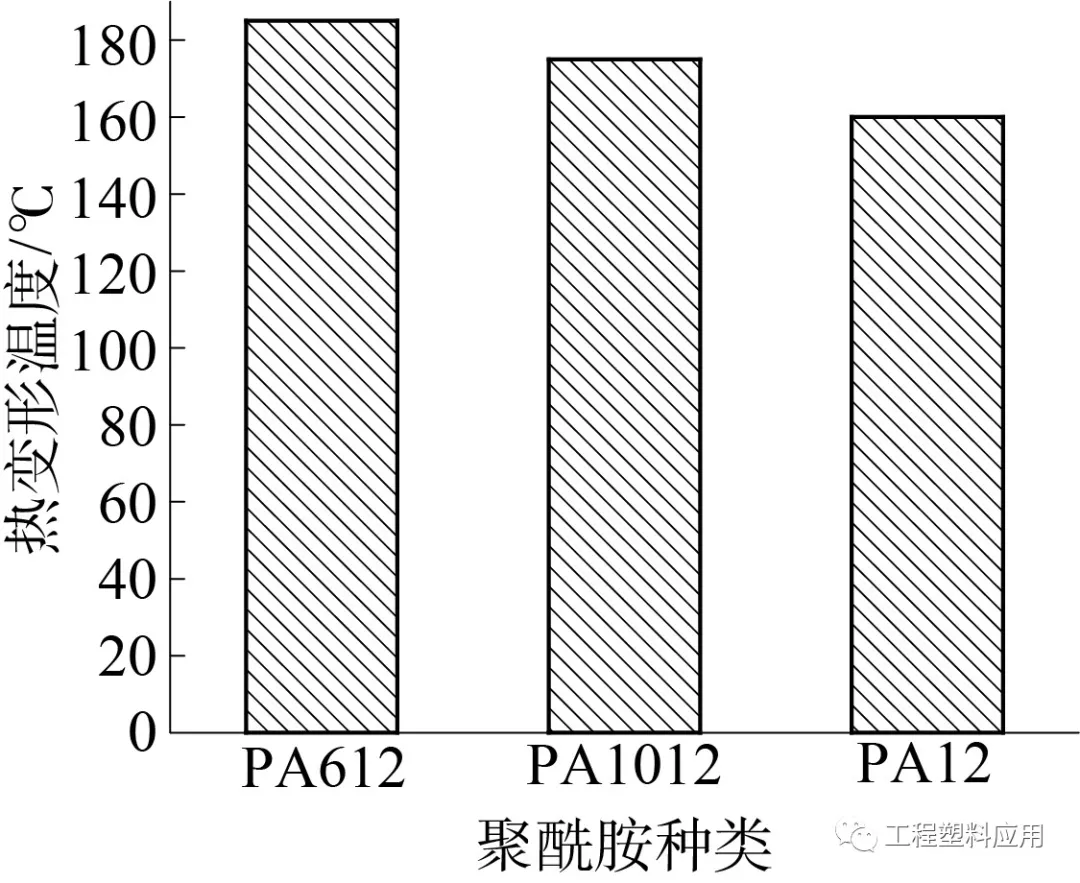
Deformación térmica Comparación de temperaturas
(3) Comparación de productos reales moldeados por inyección
Tomando como ejemplo un producto de moldeo por inyección de acoplamiento rápido de un sistema de evaporación para automóviles, se comparó la calidad de moldeo de tres materiales de poliamida de cadena larga reforzados con GF en la máquina de moldeo por inyección. El proceso de moldeo por inyección se muestra en la Tabla 1. La Tabla 2 muestra la comparación real de la calidad de moldeo de diferentes productos moldeados por inyección de poliamida de cadena larga reforzada con GF. Como puede verse en la Tabla 2, las dimensiones de PA612/GF30 y PA1012/GF30 cumplen los requisitos del cliente, pero el aspecto de PA1012/GF30 es mejor que el de PA612/GF30. Esto puede deberse al hecho de que el punto de fusión del material PA612/GF30 es mayor que el de PA1012/GF30. Bajo las mismas condiciones de moldeo por inyección, la fluidez del material PA1012/GF30 es mejor. Además, los productos hechos por PA1012/GF30 son 0.1g más pesados que los productos hechos por PA12/GF30, mientras que los productos hechos por PA612/GF30 son 0.5g más pesados que los productos hechos por PA12/GF30. A juzgar por el rendimiento del material y la situación real de moldeo por inyección, PA1012/GF30 es el material más económico para reemplazar PA12/GF30.