단쇄 및 장쇄 폴리아미드란?
사슬에 탄소 원자가 10개 미만인 폴리아미드는 일반적으로 폴리아미드 6(PA6), 폴리아미드 66(PA66), 폴리아미드 46(PA46)과 같은 단쇄 폴리아미드(또는 단쇄 나일론)로 불립니다. 사슬에 탄소 원자가 10개 이상인 폴리아미드를 장쇄 폴리아미드(또는 장쇄 나일론)라고 하며 폴리아미드 610(PA610), 폴리아미드 612(PA612), 폴리아미드 1012(PA1012), 폴리아미드 12(PA12)가 이에 해당합니다. 장쇄 폴리아미드는 아미드 결합 함량이 낮기 때문에 단쇄 폴리아미드에 비해 수분 흡수율이 낮고 치수 안정성이 우수하며 연성이 우수합니다.
PA12 애플리케이션 및 대안
장쇄 폴리아미드의 일종인 PA12는 주로 자동차 부품, 3D 프린팅, 기계 및 항공우주 분야에 사용됩니다. 자동차 부품에서 유리섬유(GF) 강화 PA12는 주로 연료 라인 시스템, 자동차 증발 시스템 및 퀵 커넥터에 사용됩니다. 현재 PA12 및 개질 소재의 사출 성형 기술은 주로 프랑스 아케마, 독일 에보닉, 일본 우베공업 등 해외 개질 업체들이 보유하고 있습니다. 국내에서도 PA12 수지 및 개질 소재에 대한 연구가 진행되었지만, 아직 중국에서는 PA12 수지의 산업적 생산이 이루어지지 않고 있습니다. 따라서 중국 내 PA12 소재의 가격은 여전히 매우 높기 때문에 PA12 대체 소재의 연구 및 개발은 실용적으로 중요한 의미를 갖습니다. 또한 PA610, PA612, PA1012와 같이 부분적으로 또는 완전히 바이오 기반 소재로 만든 장쇄 폴리아미드는 재생 불가능한 화석 연료에서 추출한 PA12에 비해 환경적 이점이 있습니다.
푸첸 신소재의 연구
푸첸 신소재는 세 가지 소재의 특성을 비교했습니다: 유리 섬유 함량이 30%인 GF30 강화 PA612, PA1012, PA12. 또한 이들 소재의 성능을 비교하기 위해 대량 생산되는 자동차 연료 라인 퀵 커넥터의 금형에 시험 생산을 실시했습니다. 이 연구는 다른 유형의 강화 장쇄 폴리아미드를 사용하여 PA12/GF30 소재를 대체할 수 있는 후속 개발의 기초를 제공합니다.
핵심 사항 요약
(1) PA612/GF30 재료의 인장 강도, 굽힘 강도 및 굽힘 탄성 계수가 가장 좋고 PA1012/GF30 재료가 그 다음이며 최악의 재료는 PA12/GF30 재료입니다. 그러나 상온 또는 저온에서 노치 충격 강도이든 PA1012/GF30 재료가 최고, PA12/GF30 재료가 두 번째, PA612/GF30 재료가 최악입니다.
(2) 재료 밀도, 열 변형 온도 및 융점이 높은 것에서 낮은 것의 순서는 다음과 같습니다: PA612 / GF30, PA1012 / GF30, PA12 / GF30.세 가지 GF 강화 장쇄 폴리 아미드의 수축률은 동일하고 수분 흡수율은 낮아 크게 다르지 않지만 PA1012 / GF30 소재에서 주입 된 제품의 외관은 PA612 / GF30보다 낫습니다.
(3) 소재의 성능과 사출 성형 상황을 고려할 때 PA1012/GF30 소재는 PA12/GF30 소재의 가장 경제적인 대안입니다.
재료 준비
원료 PA612 및 PA1012를 100 ℃에서 4 시간 동안 건조시키고 관련 재료의 무게를 수지 매트릭스, GF 및 항산화제 질량 분획의 비율에 따라 각각 69.8% 및 30%의 0.2%의 비율에 따라 계량했습니다. 수지와 산화 방지제를 먼저 수직 믹서에 넣고 고르게 혼합한 다음 양방향 트윈 스크류 압출기에 추가했습니다. 용융 및 압착, GF는 측면 공급에 의해 추가되고, 압출 된 스트립은 물로 냉각되고 헤어 드라이어로 건조되고, 펠릿은 과립기로 과립 화되며, 압출기의 공급 섹션의 온도는 230 ~ 250 ℃, 용융 섹션의 온도는 210 ~ 230 ℃, 헤드 섹션의 온도는 230 ~ 250 ℃이며 호스트 나사 속도는 350~380r / h입니다.
준비된 펠릿을 건조시킨 후 사출 성형기로 표준 스플라인을 준비하고 온도는 230 ~ 260 ℃, 감압은 80mpa, 시간은 35 초, P12 / GF30을 100 ℃에서 4 시간 동안 떨어 뜨립니다.
주요 결과
(1) 기계적 특성
아래 그림은 GF가 설명하는 힘 증가 성능을 보여줍니다.PA612 / GF30 재료의 인장 강도, 굽힘 강도 및 굽힘 탄성률이 가장 우수하고 PA1012 / GF30 재료가 그 뒤를 잇고 최악의 것은 PA12 / GF30 재료입니다.PA612 / GF30 재료의 인장 강도, 굽힘 강도 및 굽힘 탄성률은 각각 50, 50MPa 및 1 200 MPa보다 PA12 / GF30 재료보다 높습니다.PA1012 / GF30 소재의 인장 강도, 굽힘 강도 및 굽힘 탄성 계수는 각각 PA12 / GF30 소재보다 16, 15Mpa 및 400MPa 높지만 실온 또는 저온에서 노치 충격 강도에 관계없이 PA1012 / GF30 소재가 최고, PA12 / GF30 소재가 두 번째, PA612 / GF30이 최악입니다.
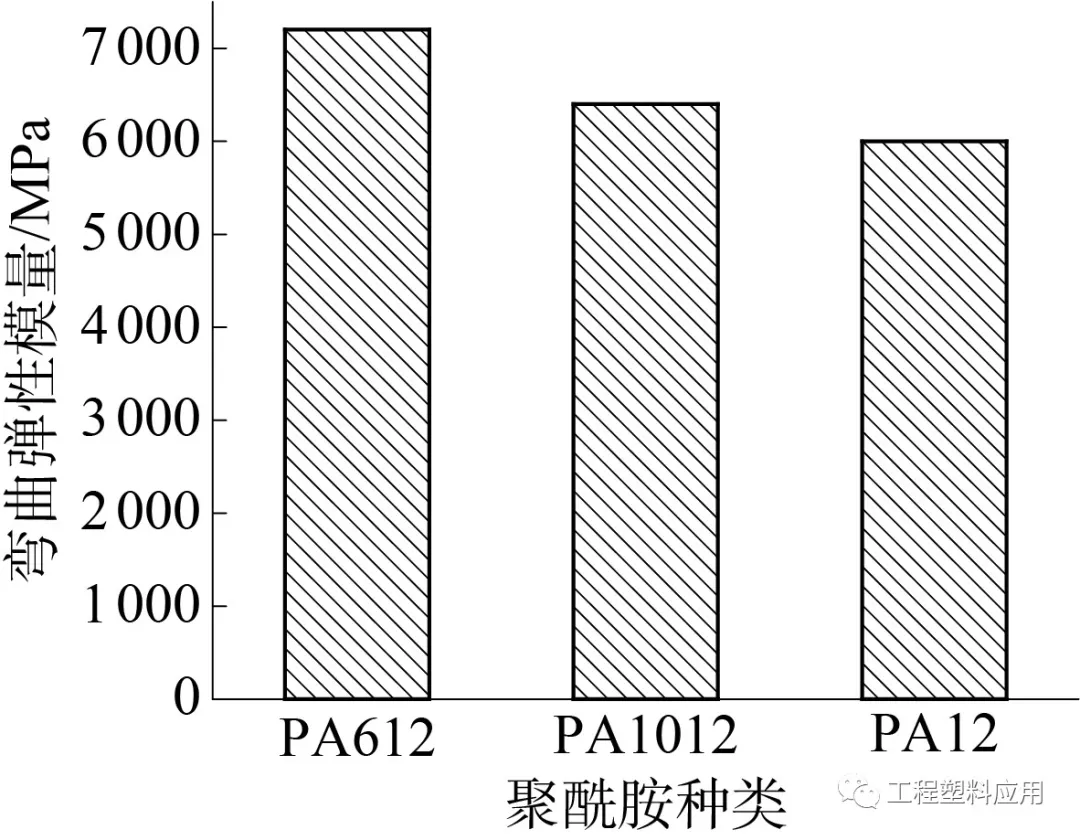
굽힘 탄성 계수 비교

굽힘 강도 비교
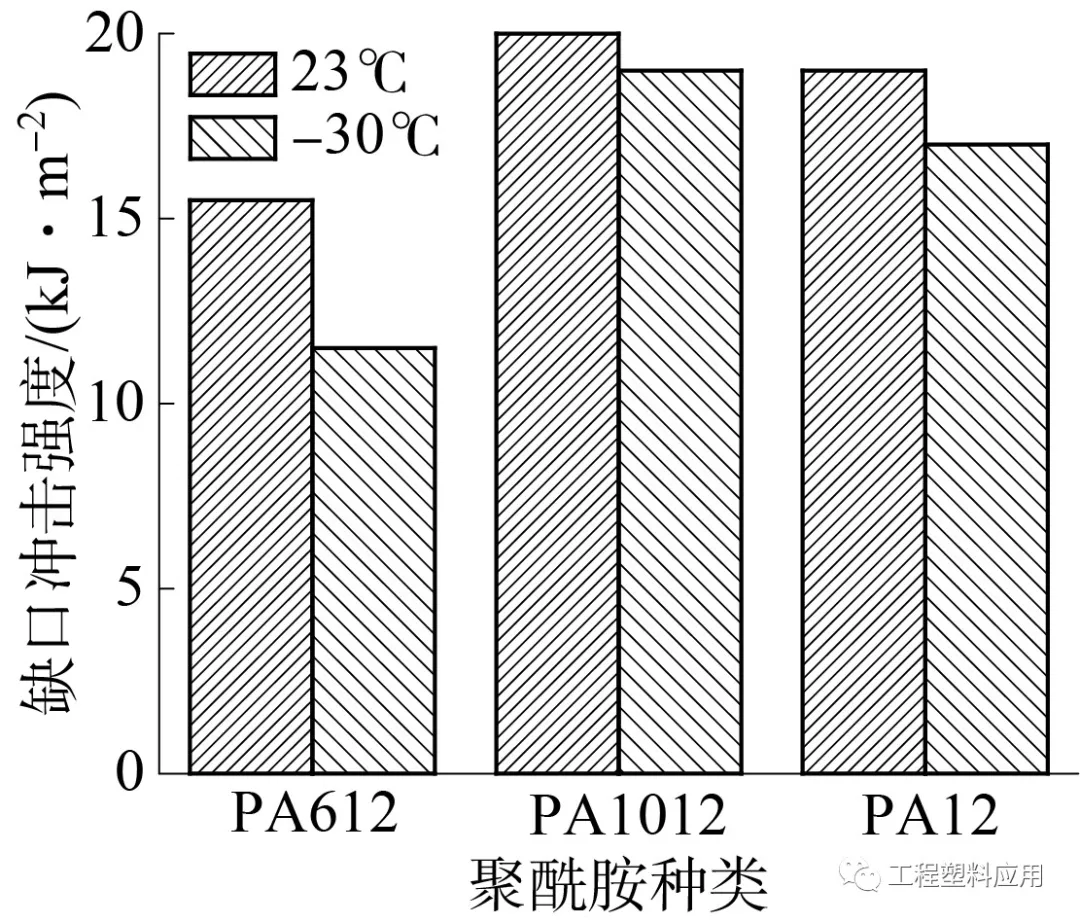
노치 충격 강도 비교

인장 강도 비교
GF는 주로 장쇄 폴리아미드의 분자 구조가 다르기 때문에 다른 장쇄 폴리아미드의 성능 차이를 향상시킵니다.다른 장쇄 폴리아미드의 분자 구조는 아래 그림에 나와 있으며, 아미드 그룹의 함량이 증가함에 따라 분자 사슬의 대칭성이 증가하고 결정 성이 증가하면 강도도 증가하며 반대로 아미드 그룹의 함량이 감소하면 (폴리 아미드 분자 사슬에서 메틸기의 증가) 강도가 점차 감소하고 순응도가 증가합니다.
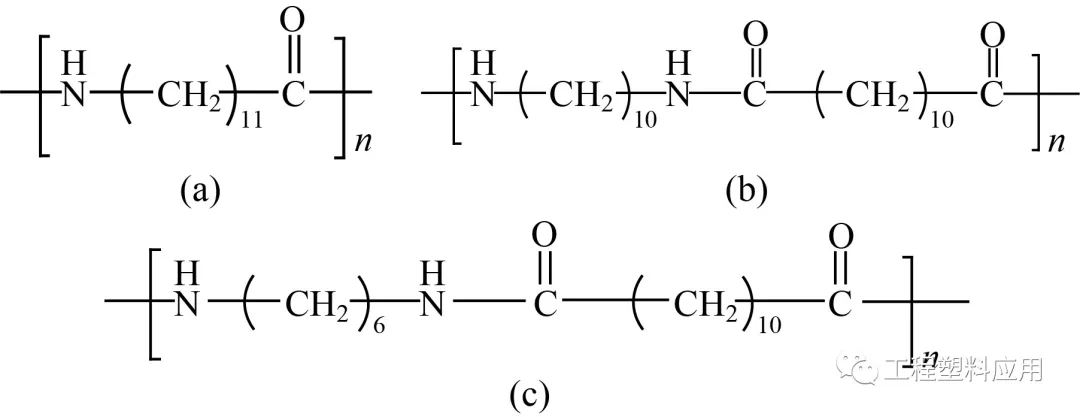
a—PA12;b—PA1012;c—PA612
(2) 엔지니어링 플라스틱의 실제 적용, 특히 자동차 엔진 부품의 주변 재료에 대해서는 재료의 열 변형 온도에 특별한주의를 기울여야하며 아래 그림은 GF 강화 된 다른 장쇄 폴리아미드의 열 변형 온도를 보여줍니다.PA612 / GF30 소재의 가장 높은 열 변형 온도는 185 ℃이고 그다음은 PA1012 / GF30 소재가 175 ℃이고 최악의 것은 PA12 / GF30 소재가 160 ℃ 인 것을 알 수 있습니다. 이는 PA612가 아미드 함량이 가장 높고 결정 성이 가장 커서 열 변형 온도가 가장 높기 때문일 수 있으며 열 변형 온도가 높을수록 재료가 높은 온도 요구 사항을 가진 자동차 부품에 사용할 수 있음을 의미합니다.
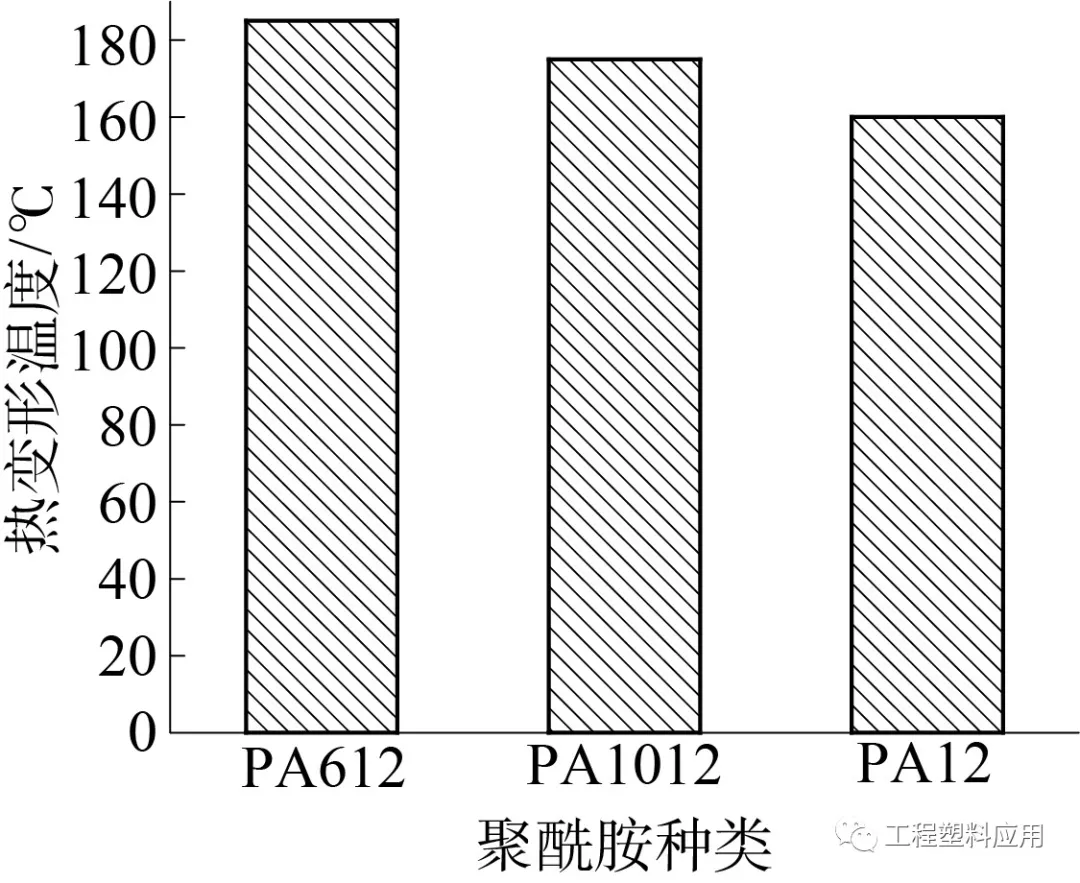
열 변형 온도 비교
(3) 실제 사출 성형 제품 비교
자동차 증발 시스템의 퀵 커플링 사출 성형 제품을 예로 들어, 사출 성형기에서 세 가지 GF 강화 장쇄 폴리아미드 소재의 성형 품질을 비교했습니다. 사출 성형 공정은 표 1에 나와 있으며 표 2는 GF 강화 장쇄 폴리아미드 사출 성형 제품의 성형 품질을 실제로 비교 한 것으로, 표 2에서 볼 수 있듯이 PA612 / GF30 및 PA1012 / GF30의 치수는 고객 요구 사항을 충족하지만 PA1012 / GF30의 외관이 PA612 / GF30보다 우수하며 이는 PA612 / GF30 재료의 융점이 PA1012 / GF30보다 높다는 사실 때문일 수 있습니다. 동일한 사출 성형 조건에서 PA1012 / GF30 소재의 유동성이 더 좋으며, 또한 PA1012 / GF30으로 만든 제품은 PA12 / GF30으로 만든 제품보다 0.1g 더 무겁고 PA612 / GF30으로 만든 제품은 PA12 / GF30보다 0.5g 더 무겁고 재료의 성능과 실제 사출 성형 상황으로 판단하면 PA1012 / GF30은 PA12 / GF30을 대체 할 가장 경제적 인 재료입니다.