Kas ir īsas un garas ķēdes poliamīdi
Poliamīdus, kuru ķēdēs ir mazāk nekā 10 oglekļa atomu, parasti sauc par īsas ķēdes poliamīdiem (vai īsas ķēdes niloniem), piemēram, poliamīdu 6 (PA6), poliamīdu 66 (PA66) un poliamīdu 46 (PA46). Poliamīdus ar 10 vai vairāk oglekļa atomiem ķēdēs sauc par garas ķēdes poliamīdiem (vai garas ķēdes neiloniem), piemēram, poliamīds 610 (PA610), poliamīds 612 (PA612), poliamīds 1012 (PA1012) un poliamīds 12 (PA12). Sakarā ar mazāku amīdu saišu saturu garās ķēdes poliamīdos tiem ir mazāka ūdens absorbcija, labāka izmēru stabilitāte un labāka lokanība salīdzinājumā ar īsās ķēdes poliamīdiem.
PA12 Lietojumprogrammas un alternatīvas
PA12 ir garas ķēdes poliamīda veids, ko galvenokārt izmanto automobiļu detaļās, 3D drukāšanā, mašīnbūvē un aviācijā un kosmosā. Automobiļu komponentos ar stikla šķiedru (GF) pastiprināto PA12 galvenokārt izmanto degvielas padeves sistēmu, automobiļu iztvaikošanas sistēmu un ātrgaitas savienotāju ražošanā. Pašlaik PA12 un tā modificēto materiālu iesmidzināšanas tehnoloģijas galvenokārt pieder ārzemju modifikācijas uzņēmumiem, piemēram, Arkema Francijā, Evonik Vācijā un Ube Industries Japānā. Lai gan ir veikti pētījumi par PA12 sveķiem un to modificētiem materiāliem, Ķīnā vēl nav PA12 sveķu rūpnieciskās ražošanas. Tāpēc PA12 materiālu cena Ķīnā joprojām ir ļoti augsta, tāpēc PA12 alternatīvo materiālu pētniecībai un izstrādei ir liela praktiska nozīme. Turklāt no daļēji vai pilnībā no bioloģiskiem materiāliem, piemēram, PA610, PA612 un PA1012, izgatavotiem garas ķēdes poliamīdiem ir priekšrocības vides ziņā salīdzinājumā ar PA12, ko iegūst no neatjaunojamiem fosilajiem kurināmajiem.
Fuchen Jauns materiāls's Research
Fuchen New Material ir salīdzinājis trīs materiālu īpašības: PA612, PA1012 un PA12, kas pastiprināti ar GF30, ar stikla šķiedru saturu 30%. Lai salīdzinātu šo materiālu veiktspēju, viņi veica arī izmēģinājuma ražošanu uz masveidā ražota automobiļu degvielas padeves cauruļu ātrdarbīga savienotāja veidnes. Šis pētījums nodrošina pamatu turpmākai PA12/GF30 materiālu alternatīvu izstrādei, izmantojot citus pastiprinātu garas ķēdes poliamīdu veidus.
Galveno punktu kopsavilkums
(1) PA612/GF30 materiālu stiepes izturība, lieces izturība un lieces elastības modulis ir vislabākie, tiem seko PA1012/GF30 materiāli, un vissliktākais ir PA12/GF30 materiāli.Tomēr neatkarīgi no tā, vai tas ir triecienizturība istabas temperatūrā vai zemā temperatūrā, PA1012/GF30 materiāls ir labākais, PA12/GF30 materiāls ir otrais, un PA612/GF30 materiāls ir vissliktākais.
(2) Materiāla blīvuma, termiskās deformācijas temperatūras un kušanas temperatūras secība no augstas līdz zemai ir šāda: PA612/GF30, PA1012/GF30, PA12/GF30. trīs GF-pastiprināto garās ķēdes poliamīdu saraušanās ātrums ir vienāds, un ūdens uzsūkšanās ātrums ir zems, kas daudz neatšķiras, bet no PA1012/GF30 materiāla injicēto izstrādājumu izskats ir labāks nekā no PA612/GF30.
(3) Pamatojoties uz materiāla veiktspēju un injekcijas formēšanas situāciju, PA1012/GF30 materiāls ir visekonomiskākā alternatīva PA12/GF30 materiālam.
Materiālu sagatavošana
Izejvielas PA612 un PA1012 tika žāvētas 100 ℃ temperatūrā 4 h, un attiecīgie materiāli tika nosvērti atbilstoši sveķu matricas, GF un antioksidantu masas frakciju attiecībai attiecīgi 69,8% un 30% no 0,2%. Sveķus un antioksidantu vispirms pievienoja vertikālajam maisītājam un vienmērīgi samaisīja, pēc tam pievienoja divviru virziena divskrūvju ekstrūderim. Tad ekstrudētās sloksnes atdzesē ar ūdeni un žāvē ar fēnu, un granulas granulē ar granulatoru.Ekstrūdera padeves sekcijas temperatūra ir 230 ~ 250 ℃, kausēšanas sekcijas temperatūra ir 210 ~ 230 ℃, galvas sekcijas temperatūra ir 230 ~ 250 ℃, un galvenā skrūves ātrums ir 350 ~ 380 r/h.
Pēc tam, kad sagatavotās granulas ir izžāvētas, standarta šablons tiek sagatavots ar iesmidzināšanas liešanas mašīnu.Temperatūra ir 230~260 ℃, dekompresija ir 80mpa, un laiks ir 35s.Drop P12/GF30 pie 100 ℃ 4 stundas.
Galvenie rezultāti
(1) Mehāniskās īpašības
Zemāk attēlā redzams spēka palielināšanas rādītājs, ko raksturo GF.PA612/GF30 materiālu stiepes izturība, lieces izturība un lieces elastības modulis ir vislabākie, tiem seko PA1012/GF30 materiāli, bet vissliktākie ir PA12/GF30 materiāli.PA612/GF30 materiāla stiepes izturība, lieces izturība un lieces elastības modulis ir attiecīgi par 50, 50 MPa un 1 200 MPa augstāki nekā PA12/GF30 materiālam.PA1012/GF30 materiāla stiepes izturība, lieces izturība un lieces elastības modulis ir attiecīgi 16, 15 MPa un 400 MPa lielāks nekā PA12/GF30 materiālam.Tomēr, neatkarīgi no tā, vai tas attiecas uz triecienizturību istabas temperatūrā vai zemā temperatūrā, PA1012/GF30 materiāls ir labākais, PA12/GF30 materiāls ir otrais, bet PA612/GF30 materiāls ir sliktākais.
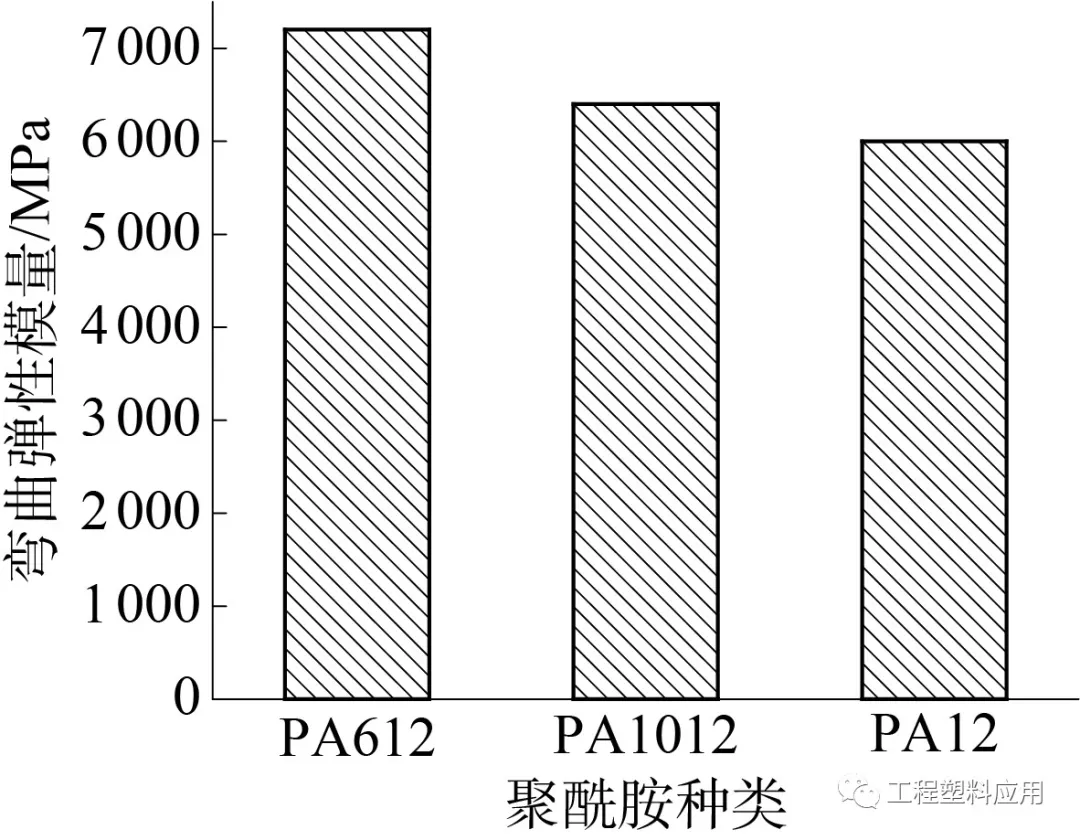
Liekšanas elastības moduļa salīdzinājums

Liekšanas izturības salīdzinājums
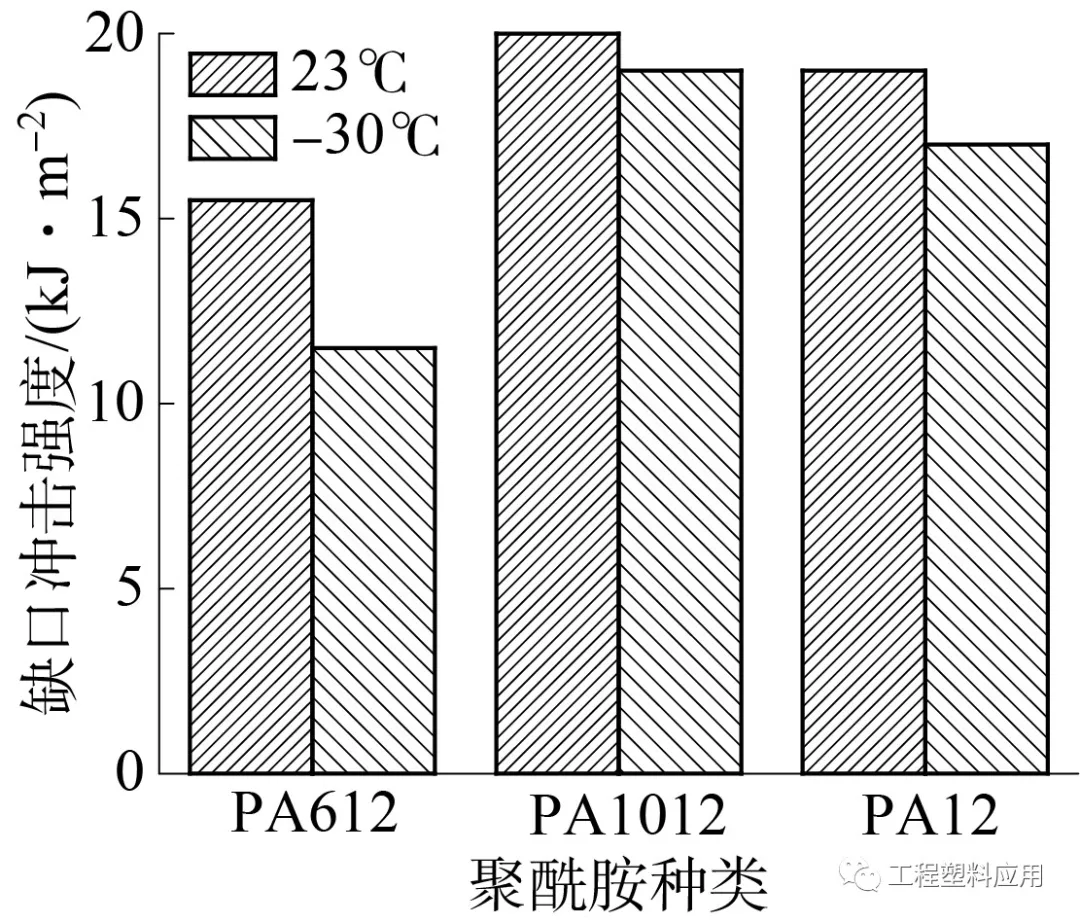
Trieciena stiprības salīdzinājums

Stiepes izturības salīdzinājums
GF palielina dažādu garas ķēdes poliamīdu veiktspējas atšķirības, ko galvenokārt nosaka garas ķēdes poliamīdu atšķirīgā molekulārā struktūra.Dažādu garas ķēdes poliamīdu molekulārā struktūra ir parādīta attēlā zemāk.Palielinoties amīdu grupas saturam, palielinās molekulārās ķēdes simetrija un kristāliskums, palielinās arī tās izturība; gluži pretēji, samazinoties amīdu grupas saturam (palielinoties metilgrupas daudzumam poliamīdu molekulārajā ķēdē), izturība pakāpeniski samazinās un palielinās atbilstība.
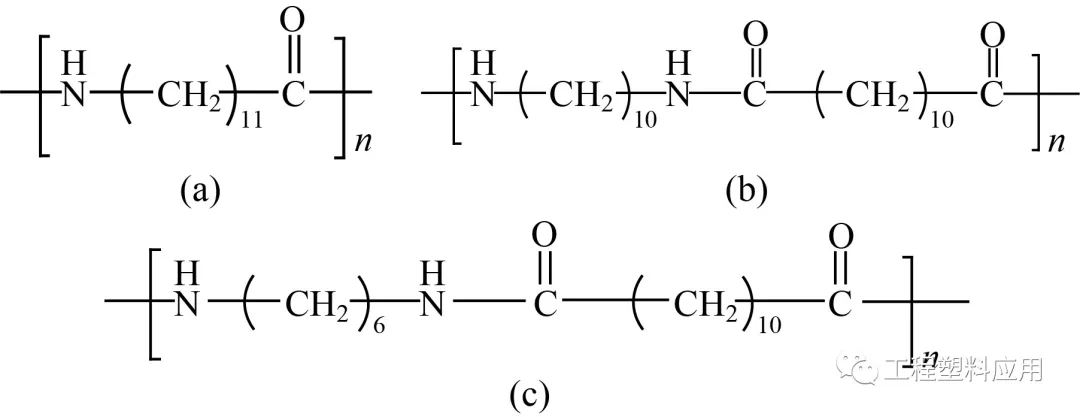
a—PA12;b—PA1012;c—PA612
(2) Inženiertehnisko plastmasu praktiskajā pielietojumā, jo īpaši automobiļu dzinēju detaļu apkārtējiem materiāliem, īpaša uzmanība jāpievērš materiālu termiskās deformācijas temperatūrai.Zemāk attēlā redzama dažādu garās ķēdes poliamīdu, kas pastiprināti ar GF, termiskās deformācijas temperatūra.Var redzēt, ka PA612/GF30 materiāla augstākā termiskās deformācijas temperatūra ir 185 ℃, tam seko PA1012/GF30 materiāls, kas ir 175 ℃, un vissliktākā ir PA12/GF30 materiāls, kas ir 160 ℃.Tas var būt saistīts ar to, ka PA612 ir visaugstākais amīdu saturs un vislielākā kristalitāte, kā rezultātā ir visaugstākā termiskās deformācijas temperatūra.Augstāka termiskās deformācijas temperatūra nozīmē, ka šo materiālu var izmantot automobiļu detaļās ar augstākām temperatūras prasībām.
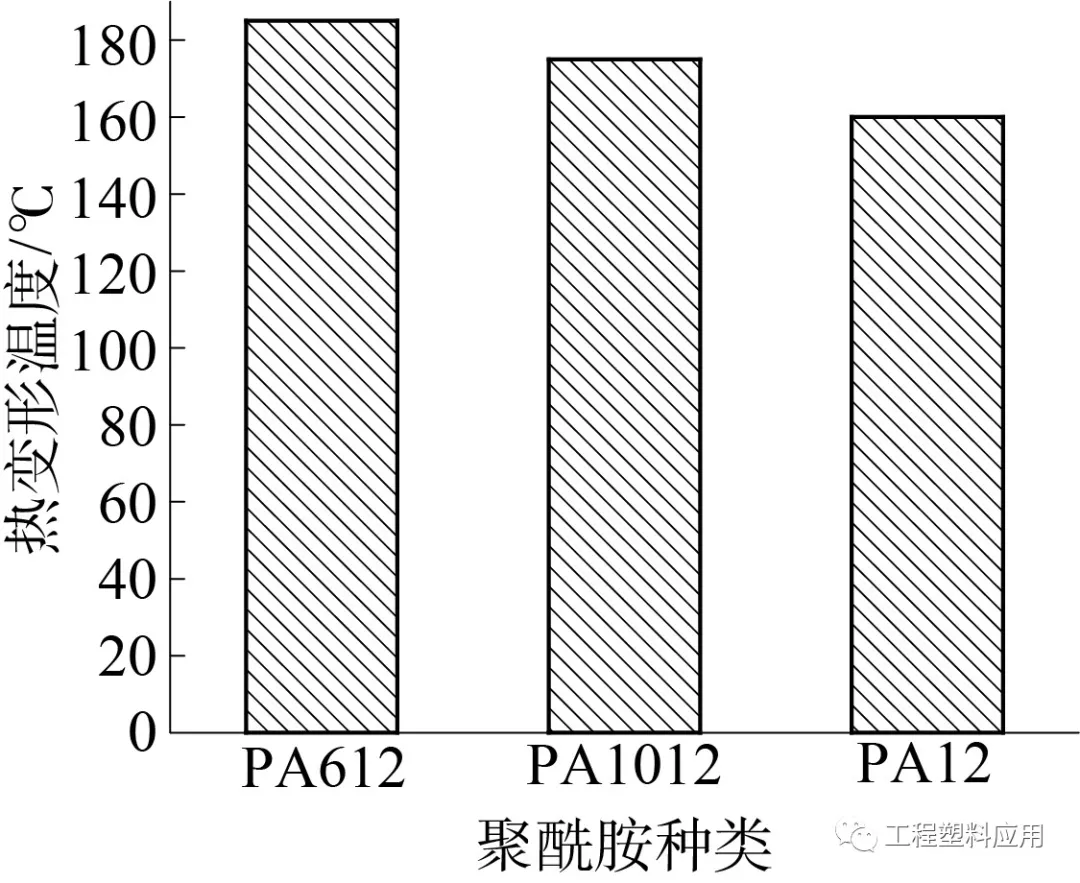
Termiskās deformācijas temperatūras salīdzinājums
(3) Faktisko iesmidzināto izstrādājumu salīdzinājums
Par piemēru izmantojot automobiļu iztvaicēšanas sistēmas ātras savienošanas iesmidzināšanas lējuma izstrādājumu, tika salīdzināta trīs ar GF pastiprinātu garas ķēdes poliamīda materiālu formēšanas kvalitāte uz iesmidzināšanas iekārtas. Injekcijas formēšanas process ir parādīts 1. tabulā.2. tabulā ir parādīts dažādu ar GF pastiprinātu garas ķēdes poliamīda injekcijas formēšanas produktu faktiskais kvalitātes salīdzinājums.Kā redzams 2. tabulā, PA612/GF30 un PA1012/GF30 izmēri atbilst klienta prasībām, bet PA1012/GF30 izskats ir labāks nekā PA612/GF30.Tas varētu būt saistīts ar to, ka PA612/GF30 materiāla kušanas temperatūra ir augstāka nekā PA1012/GF30. Turklāt izstrādājumi, kas izgatavoti no PA1012/GF30, ir par 0,1 g smagāki nekā izstrādājumi, kas izgatavoti no PA12/GF30, bet izstrādājumi, kas izgatavoti no PA612/GF30, ir par 0,5 g smagāki nekā izstrādājumi, kas izgatavoti no PA12/GF30.Spriežot pēc materiāla veiktspējas un faktiskās iesmidzināšanas situācijas, PA1012/GF30 ir visekonomiskākais materiāls, ar ko aizstāt PA12/GF30.