Что такое короткоцепочечные и длинноцепочечные полиамиды
Полиамиды с менее чем 10 атомами углерода в цепи обычно называются короткоцепочечными полиамидами (или короткоцепочечными нейлонами), например, полиамид 6 (PA6), полиамид 66 (PA66) и полиамид 46 (PA46). Полиамиды с 10 и более атомами углерода в цепи называются длинноцепочечными полиамидами (или длинноцепочечными нейлонами), например, полиамид 610 (PA610), полиамид 612 (PA612), полиамид 1012 (PA1012) и полиамид 12 (PA12). Благодаря меньшему содержанию амидных связей в длинноцепочечных полиамидах, они обладают меньшим водопоглощением, лучшей стабильностью размеров и лучшей пластичностью по сравнению с короткоцепочечными полиамидами.
PA12 Применение и альтернативы
PA12, разновидность длинноцепочечного полиамида, в основном используется в автомобильных компонентах, 3D-печати, машиностроении и аэрокосмической промышленности. В автомобильных компонентах PA12, армированный стекловолокном (GF), в основном используется в системах топливопроводов, автомобильных испарительных системах и быстроразъемных соединениях. В настоящее время технологией литья под давлением PA12 и модифицированных материалов на его основе владеют в основном зарубежные компании, такие как Arkema во Франции, Evonik в Германии и Ube Industries в Японии. Хотя отечественные исследования смол PA12 и модифицированных ими материалов уже проводились, промышленного производства смол PA12 в Китае пока нет. Поэтому цена на материалы PA12 в Китае все еще очень высока, а значит, исследование и разработка альтернативных материалов PA12 имеет большое практическое значение. Кроме того, длинноцепочечные полиамиды, изготовленные из частично или полностью биологических материалов, такие как PA610, PA612 и PA1012, имеют экологические преимущества перед PA12, который получают из невозобновляемого ископаемого топлива.
Новый материал ФученИсследования
Компания Fuchen New Material сравнила свойства трех материалов: PA612, PA1012 и PA12, армированных GF30, с содержанием стекловолокна 30%. Они также провели пробное производство на пресс-форме быстроразъемного соединения для автомобильных топливопроводов массового производства, чтобы сравнить характеристики этих материалов. Данное исследование закладывает основу для последующей разработки альтернатив материалам PA12/GF30 с использованием других типов армированных длинноцепочечных полиамидов.
Краткое изложение ключевых моментов
(1) Прочность на растяжение, прочность на изгиб и модуль упругости при изгибе материалов PA612/GF30 являются лучшими, за ними следуют материалы PA1012/GF30, а худшими являются материалы PA12/GF30. Однако, если речь идет об ударной вязкости при комнатной или низкой температуре, материал PA1012/GF30 является лучшим, материал PA12/GF30 - вторым, а материал PA612/GF30 - худшим.
(2) Порядок плотности материала, температуры термической деформации и температуры плавления от высокого к низкому: PA612/GF30, PA1012/GF30, PA12/GF30. Скорость усадки трех длинноцепочечных полиамидов, армированных GF, одинакова, а скорость поглощения воды низкая, что не сильно отличается, но внешний вид изделий, изготовленных из материала PA1012/GF30, лучше, чем из PA612/GF30.
(3) Исходя из характеристик материала и ситуации с литьем под давлением, материал PA1012/GF30 является наиболее экономичной альтернативой материалу PA12/GF30.
Подготовка материалов
Сырьевые материалы PA612 и PA1012 были высушены при 100℃ в течение 4 часов, и соответствующие материалы были взвешены в соответствии с соотношением массовых долей матрицы смолы, GF и антиоксиданта 69,8% и 30% 0,2%, соответственно. Смолу и антиоксидант сначала добавляли в вертикальный смеситель и равномерно перемешивали, а затем добавляли в двушнековый экструдер с сонаправленным движением. Затем экструдированные полосы охлаждаются водой и сушатся феном, а гранулы гранулируются в грануляторе. Температура секции подачи экструдера 230~250℃, температура секции плавления 210~230℃, температура секции головки 230~250℃, скорость вращения шнека 350~380р/ч.
После высушивания подготовленных гранул, стандартный сплайн изготавливается на термопластавтомате. Температура 230~260℃, декомпрессия 80mpa, время 35 с. Бросьте P12/GF30 при 100℃ на 4 часа.
Основные результаты
(1) Механические свойства
На рисунке ниже показаны характеристики увеличения силы, описанные GF.Прочность на растяжение, прочность на изгиб и модуль упругости при изгибе материалов PA612/GF30 являются лучшими, за ними следуют материалы PA1012/GF30, а худшими являются материалы PA12/GF30.Прочность на растяжение, прочность на изгиб и модуль упругости при изгибе материалов PA612/GF30 на 50, 50 МПа и 1 200 МПа выше, чем у материалов PA12/GF30, соответственно.Прочность на растяжение, прочность на изгиб и модуль упругости при изгибе материала PA1012/GF30 на 16, 15 МПа и 400 МПа выше, чем у материала PA12/GF30, соответственно. Однако, если речь идет об ударной прочности при надрезе при комнатной или низкой температуре, то материал PA1012/GF30 является лучшим, материал PA12/GF30 - вторым, а PA612/GF30 - худшим.
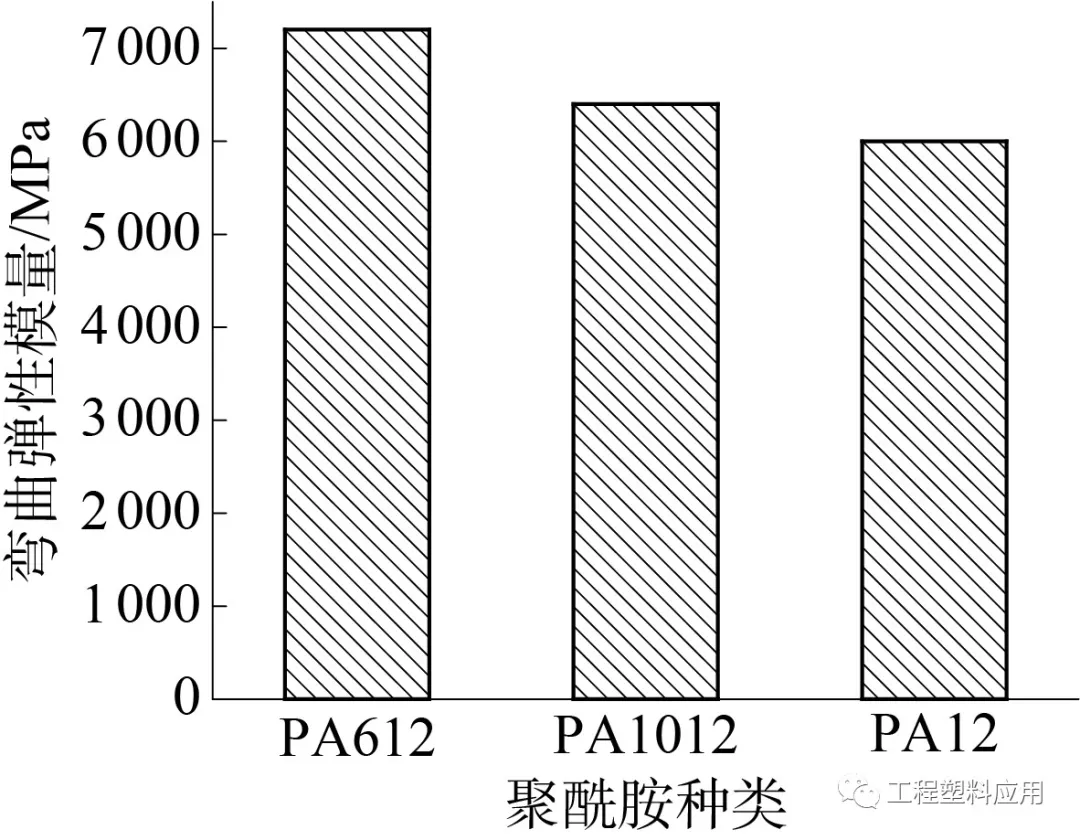
Сравнение модулей упругости при изгибе

Сравнение прочности на изгиб
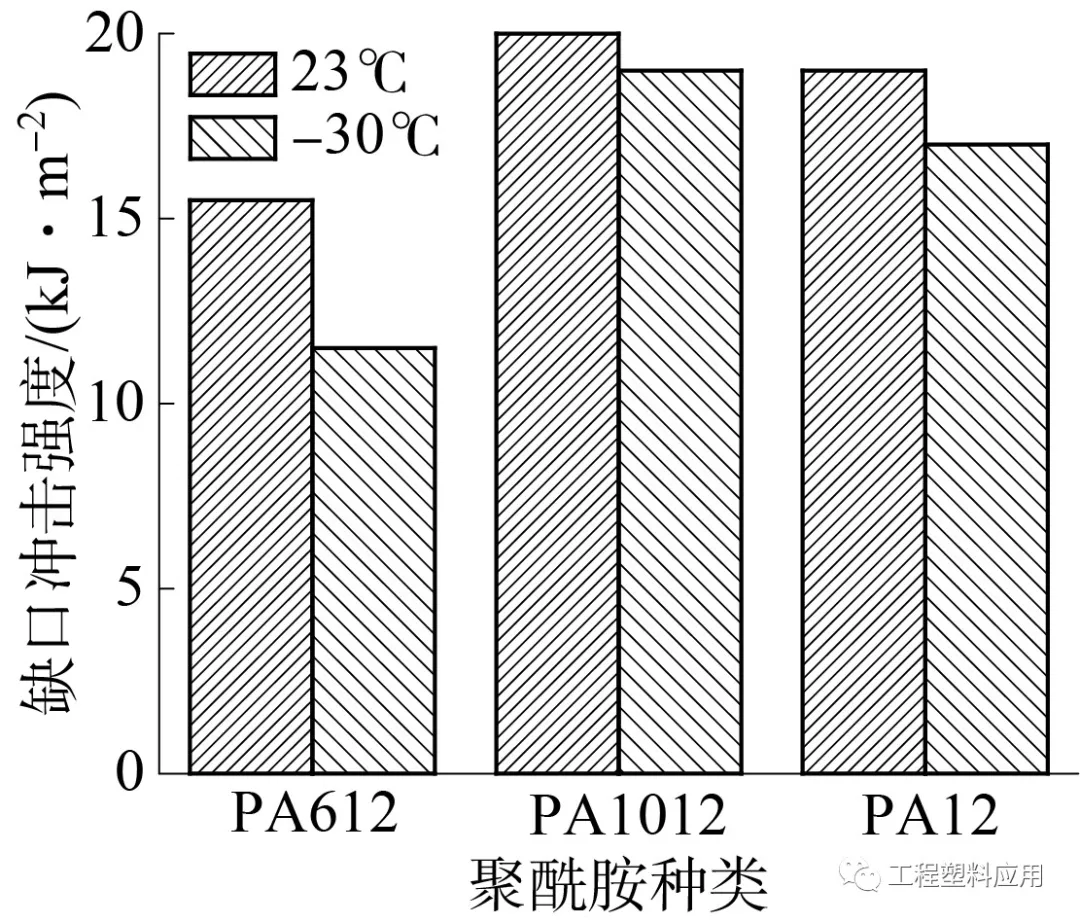
Сравнение прочности при ударе с надрезом

Сравнение прочности на разрыв
Молекулярная структура различных длинноцепочечных полиамидов показана на рисунке ниже. При увеличении содержания амидной группы симметрия молекулярной цепи увеличивается, кристалличность возрастает, прочность также увеличивается; напротив, при уменьшении содержания амидной группы (увеличение метильной группы в молекулярной цепи полиамида) прочность постепенно уменьшается, а соответствие увеличивается.
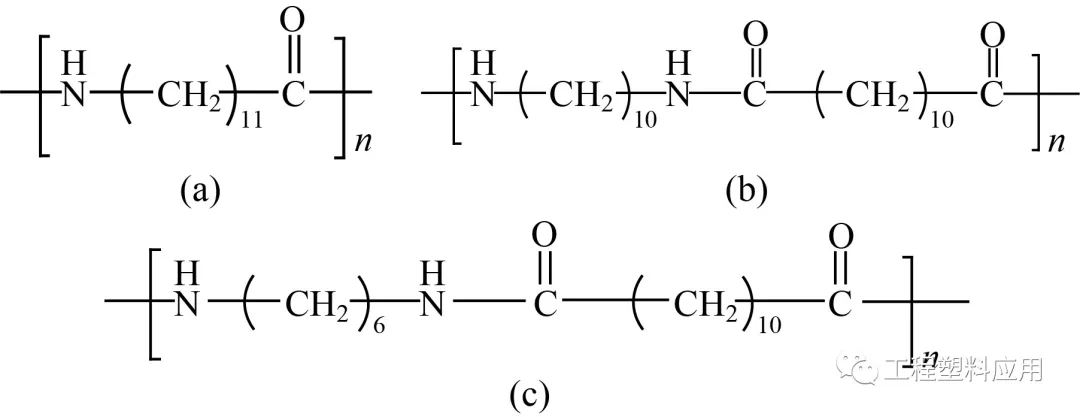
a—PA12;b—PA1012;c—PA612
(2) При практическом применении инженерных пластмасс, особенно для окружающих материалов деталей автомобильных двигателей, особое внимание необходимо уделять температуре тепловой деформации материалов. На рисунке ниже показана температура тепловой деформации GF армированных различных длинноцепочечных полиамидов.Видно, что самая высокая температура тепловой деформации материала PA612/GF30 составляет 185℃, затем следует материал PA1012/GF30, который составляет 175℃, и самый худший материал PA12/GF30, который составляет 160℃. Это может быть связано с тем, что PA612 имеет самое высокое содержание амидов и самую большую кристалличность, что приводит к самой высокой температуре тепловой деформации.Более высокая температура тепловой деформации означает, что материал может быть использован в автомобильных деталях с более высокими температурными требованиями.
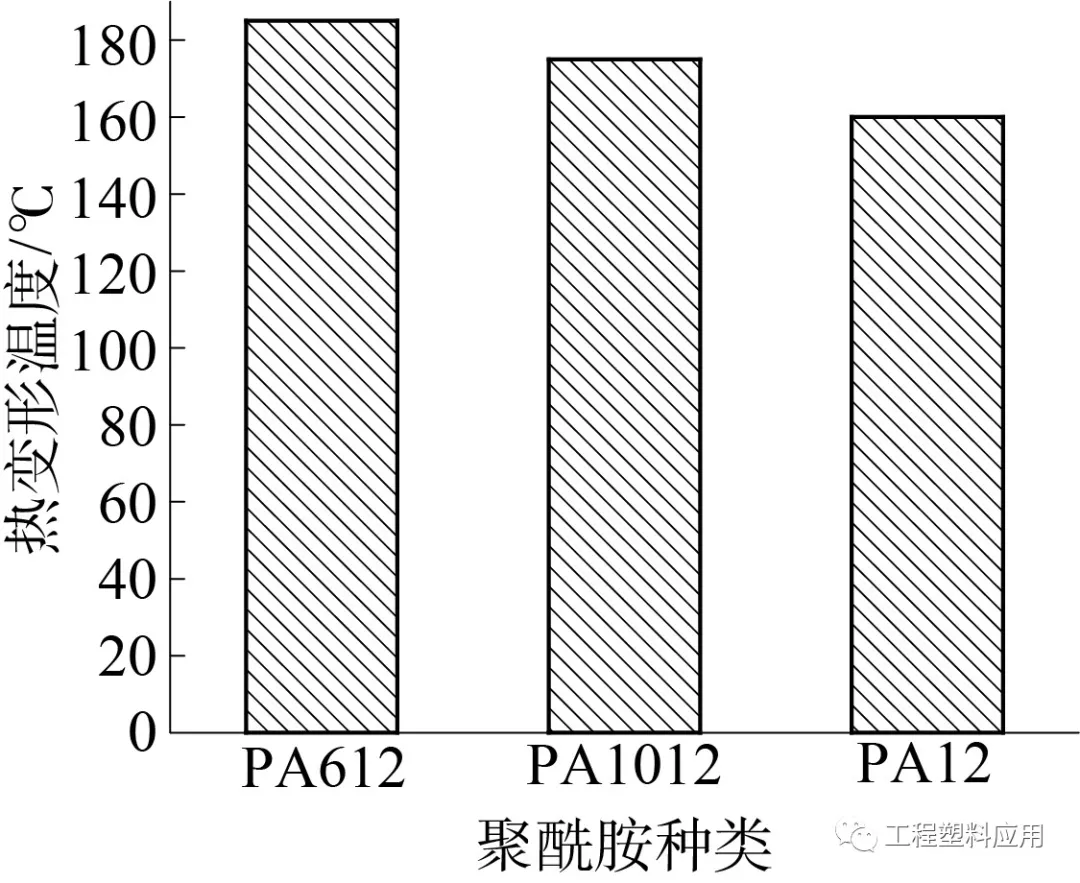
Сравнение температур термической деформации
(3) Сравнение фактических изделий, изготовленных методом литья под давлением
На примере быстроразъемного литьевого изделия автомобильной испарительной системы было проведено сравнение качества формования трех длинноцепочечных полиамидных материалов, армированных GF, на термопластавтомате. Как видно из таблицы 2, размеры PA612/GF30 и PA1012/GF30 соответствуют требованиям заказчика, но внешний вид PA1012/GF30 лучше, чем у PA612/GF30. Это может быть связано с тем, что температура плавления материала PA612/GF30 выше, чем у PA1012/GF30. При одинаковых условиях литья под давлением текучесть материала PA1012/GF30 лучше.Кроме того, изделия, изготовленные из PA1012/GF30, на 0,1 г тяжелее изделий из PA12/GF30, а изделия из PA612/GF30 на 0,5 г тяжелее изделий из PA12/GF30.Судя по характеристикам материала и реальной ситуации литья под давлением, PA1012/GF30 является наиболее экономичным материалом для замены PA12/GF30.