Inledning
I 3D-utskriftsvärlden finns det ett material som utmärker sig för sin mångsidighet och styrka: nylon. Oavsett om du arbetar med funktionella prototyper, tekniska delar eller konstnärliga skapelser, erbjuder nylon en otrolig balans mellan hållbarhet, flexibilitet och slagtålighet. För att uppnå högkvalitativa utskrifter med nylon krävs dock mer än bara rätt filament - det hänger på att man lyckas med en avgörande faktor: temperaturen.
För många användare är rätt temperatur för nylonutskrifter ofta ett svårfångat begrepp. För hög eller för låg och din utskriftskvalitet kan bli dramatiskt lidande. Om du kämpar med inkonsekventa resultat, dålig vidhäftning eller försvagade utskrifter kan justering av utskriftstemperaturen vara den spelförändrare du behöver. I den här guiden dyker vi djupt in i temperaturens betydelse vid 3D-utskrift av nylon, utforskar de optimala temperaturintervallen för olika nylonfilament och ger praktiska insikter i hur man löser vanliga problem relaterade till felaktiga temperaturinställningar. I slutet kommer du inte bara att förstå vetenskapen bakom nylonutskriftstemperaturer utan också hur du uppnår utskrifter på professionell nivå under din 3D-utskriftsresa.
Förstå vikten av nylonutskriftstemperatur
Varför är temperaturen så kritisk vid 3D-utskrift av nylon?
Nylon, en syntetisk polymer som är känd för sin elasticitet och sina termiska egenskaper, kräver en specifik smältpunkt för att flyta smidigt genom 3D-skrivarens hotend. När filamentet värms upp för mycket kan det brytas ned eller översträngas, vilket äventyrar utskriftskvaliteten. Å andra sidan kan för lite värme orsaka dålig vidhäftning mellan lagren, vilket leder till sprickbildning, skevhet och minskad styrka.
Kärnan i 3D-utskrift är extruderingsprocessen - där filamentet värms upp till en punkt strax över dess smälttemperatur så att det kan deponeras lager för lager. För nylon måste denna känsliga balans uppnås med precision. Rätt utskriftstemperatur säkerställer:
- Bra skiktbindning: Varje lager måste smälta samman ordentligt med det föregående för att ge starka, sammanhängande avtryck.
- Smidig extrudering: Filamentet ska flöda fritt genom munstycket utan igensättning eller ojämn extrudering.
- Hållbara utskrifter: Nylons inneboende styrka kommer från hur väl varje lager fäster vid nästa. Ett litet fel i temperaturen kan leda till försvagade bindningar och försämrad tryckhållbarhet.
Den utskriftstemperatur du väljer påverkar också materialets viskositet, vilket gör det lättare eller svårare för filamentet att flöda genom munstycket. Om filamentet är för tjockt eller för tunt kan resultatet bli dramatiskt - antingen i form av dålig vidhäftning eller överdriven strängbildning och utflytning.
Vilka är de idealiska temperaturområdena för nylonutskrift?
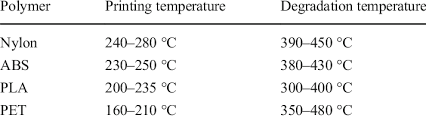
Den optimala temperaturen för nylonutskrift kan variera beroende på typen av nylonfilament, 3D-skrivarmodellen och till och med miljöförhållandena. En allmän tumregel är dock att den optimala extruderingstemperaturen för de flesta nylonfilament ligger mellan 240°C till 270°C.
Här är en uppdelning av idealiska utskriftstemperaturområden för olika typer av nylonfilament:
Standardnylon (t.ex. Nylon 6, Nylon 66):
Det här är den vanligaste nylonmaterialet för 3D-utskrifter. Dess smältpunkt varierar vanligtvis mellan 245°C till 265°C. Denna typ av nylon drar nytta av högre extruderingstemperaturer på grund av sin tätare molekylstruktur, vilket ger starkare och mer hållbara utskrifter.Nylon 12:
Nylon 12 är ett mjukare och mer flexibelt filament jämfört med andra nylontyper. Det skriver i allmänhet ut bäst vid 240°C till 250°Cvilket gör det till ett utmärkt val för funktionella delar som behöver viss flexibilitet, t.ex. fästen, clips eller leder.Nylonkompositer (t.ex. kolfiberfyllda, glasfyllda):
Om du använder kompositnylon, till exempel sådana som är blandade med kolfiber eller glas, kräver dessa ofta högre temperaturer för smidig extrudering. Ett bra temperaturintervall för dessa skulle vara 250°C till 270°C för att säkerställa att kompositmaterialen fäster korrekt och inte täpper till munstycket.
Proffstips:
Läs alltid tillverkarens anvisningar för det specifika filament du använder. Filamentkompositioner kan variera kraftigt, så det som fungerar för ett märke kanske inte fungerar för ett annat. Genom att göra små testutskrifter kan du finjustera dina temperaturinställningar.
Faktorer som påverkar den optimala temperaturen
Temperaturen för nylonutskrift bestäms inte bara av själva filamentet. Flera externa faktorer påverkar de perfekta utskriftsförhållandena. Dessa inkluderar:
Typ av skrivare och hotend-kapacitet:
Alla 3D-skrivare är inte konstruerade för att hantera höga temperaturer. Vissa budgetmodeller kan ha svårt att hålla stabila temperaturer på högre nivåer. Se till att din skrivare klarar av att nå det temperaturintervall som krävs och bibehålla den stabiliteten under hela utskriften.Omgivningstemperatur och luftfuktighet:
Nylon är visserligen mycket temperaturkänsligt, men påverkas också av den omgivande miljön. Hög luftfuktighet kan leda till att nylon absorberar fukt, vilket sänker filamentets smältpunkt och gör det svårare att skriva ut. För bästa resultat bör du förvara ditt nylonfilament på en torr plats eller använda en filamenttork före utskrift.Byggplattans temperatur:
För optimal vidhäftning bör byggplattans temperatur vara 70°C till 90°C. Nylonutskrifter tenderar att bli skeva när de svalnar, så en uppvärmd bädd hjälper till att mildra detta problem och främjar bättre vidhäftning till byggytan.Hastighet och lagerhöjd:
Högre utskriftshastigheter kan kräva något högre temperaturer för att säkerställa en jämn extrudering. Dessutom kan tjockare skikt behöva högre extruderingstemperaturer för att uppnå en jämn ytfinish.
Felsökning av vanliga temperaturproblem vid nylonutskrift
Trots alla ansträngningar kan temperaturrelaterade problem ändå uppstå under nylonprintning. Här är några vanliga problem och lösningar:
1. Dålig vidhäftning eller skevhet
- Problem: Om temperaturen är för låg kan det hända att nylonskikten inte fäster ordentligt, vilket leder till dålig vidhäftning till byggplattan och skevhet.
- Lösning: Öka extruderingstemperaturen något. Se dessutom till att tryckbädden värms upp till ca 70°C-90°C. För bättre vidhäftning, överväg att använda en speciell byggyta som Garolite- eller Kapton-tejp.
2. Strängning eller utflytning
- Problem: Om utskriftstemperaturen är för hög kan nylonet bli för rinnigt, vilket leder till oönskade strängar och klumpar av material.
- Lösning: Sänk temperaturen i steg om 5°C och aktivera inställningar för indragning i din slicer-programvara för att förhindra att filamentet rinner ut under förflyttningar.
3. Tryckfel eller delaminering av skikt
- Problem: En för låg trycktemperatur kan orsaka ofullständig extrudering eller skiktseparation.
- Lösning: Höj utskriftstemperaturen för att förbättra flödet. Kontrollera dessutom munstycket för eventuella blockeringar som kan begränsa filamentets flöde.
4. Klogga munstycken
- Problem: Om temperaturen är för låg kan glödtråden stelna i förtid i munstycket och orsaka blockering.
- Lösning: Höj utskriftstemperaturen något och kör ett rengöringsfilament genom hotenden för att rensa bort eventuella hinder.
Vanliga frågor om temperatur för nylonutskrift
1. Vad händer om temperaturen för nylontryck är för hög eller för låg?
- För hög: För hög temperatur kan leda till att nylonet bryts ned, vilket resulterar i svaga eller spröda avtryck. Det kan också leda till överdriven strängbildning och utflytning.
- För lågt: Otillräcklig temperatur orsakar dålig vidhäftning mellan skikten, vilket leder till skevhet, delaminering och spröda tryck.
2. Hur kan jag bestämma den optimala trycktemperaturen för mitt specifika nylonfilament?
- Testavtryck: Gör små testutskrifter med olika temperaturinställningar. Justera i små steg (5°C) tills du uppnår önskat resultat.
- Tillverkarens riktlinjer: Utgå alltid från tillverkarens rekommenderade temperaturintervall och anpassa det efter skrivarens och miljöns förutsättningar.
3. Kan jag justera temperaturen under tryckprocessen?
Ja, det kan du! I många skivningsprogram kan du justera utskriftstemperaturen lager för lager, vilket gör det lättare att experimentera med olika temperaturer under utskriftens gång.
Slutsats
Att behärska den optimala temperaturen för nylonutskrift är viktigt för att uppnå bästa möjliga resultat. Med rätt temperatur kan du säkerställa smidig extrudering, stark vidhäftning av skikt och hållbara utskrifter. Genom att förstå de faktorer som påverkar den ideala utskriftstemperaturen och felsöka vanliga problem kan du undvika frustrerande utskriftsfel och enkelt producera högkvalitativa delar.
Oavsett om du skriver ut funktionella prototyper, mekaniska delar eller konstnärliga mönster, kommer temperaturen på ditt nylonfilament att göra en värld av skillnad. Genom att experimentera, finjustera och ta hänsyn till din skrivares kapacitet kan du frigöra nylonets fulla potential och lyfta din 3D-utskriftsupplevelse till en helt ny nivå.
Kom ihåg att 3D-utskrift är lika mycket en konst som en vetenskap. Med tålamod och känsla för detaljer är det perfekta nylonprintet inom räckhåll.