Qu'est-ce qu'un polyamide à chaîne courte ou à chaîne longue ?
Les polyamides ayant moins de 10 atomes de carbone dans leurs chaînes sont généralement appelés polyamides à chaîne courte (ou nylons à chaîne courte), tels que le polyamide 6 (PA6), le polyamide 66 (PA66) et le polyamide 46 (PA46). Les polyamides ayant 10 atomes de carbone ou plus dans leurs chaînes sont appelés polyamides à chaîne longue (ou nylons à chaîne longue), tels que le polyamide 610 (PA610), le polyamide 612 (PA612), le polyamide 1012 (PA1012) et le polyamide 12 (PA12). En raison de la teneur plus faible en liaisons amides dans les polyamides à chaîne longue, ils ont une absorption d'eau plus faible, une meilleure stabilité dimensionnelle et une meilleure ductilité que les polyamides à chaîne courte.
PA12 Applications et alternatives
Le PA12, un type de polyamide à longue chaîne, est principalement utilisé dans les composants automobiles, l'impression 3D, les machines et l'aérospatiale. Dans les composants automobiles, le PA12 renforcé de fibres de verre (GF) est principalement utilisé dans les systèmes de conduites de carburant, les systèmes d'évaporation automobile et les connecteurs rapides. Actuellement, la technologie du moulage par injection du PA12 et de ses matériaux modifiés est principalement détenue par des entreprises de modification étrangères, telles qu'Arkema en France, Evonik en Allemagne et Ube Industries au Japon. Bien que des recherches aient été menées au niveau national sur les résines PA12 et leurs matériaux modifiés, il n'y a pas encore de production industrielle de résines PA12 en Chine. Par conséquent, le prix des matériaux PA12 en Chine est encore très élevé, d'où l'importance pratique de la recherche et du développement de matériaux alternatifs à base de PA12. En outre, les polyamides à longue chaîne fabriqués à partir de matériaux partiellement ou entièrement biosourcés, tels que le PA610, le PA612 et le PA1012, présentent des avantages environnementaux par rapport au PA12, qui est dérivé de combustibles fossiles non renouvelables.
Fuchen New MaterialLa recherche de l'UE
Fuchen New Material a comparé les propriétés de trois matériaux : PA612, PA1012 et PA12 renforcés par du GF30, tous avec une teneur en fibres de verre de 30%. Ils ont également procédé à des essais de production sur le moule d'un connecteur rapide pour conduite de carburant automobile produit en série afin de comparer les performances de ces matériaux. Cette recherche fournit une base pour le développement ultérieur d'alternatives aux matériaux PA12/GF30 en utilisant d'autres types de polyamides renforcés à longue chaîne.
Résumé des points clés
(1) La résistance à la traction, la résistance à la flexion et le module élastique de flexion des matériaux PA612/GF30 sont les meilleurs, suivis par les matériaux PA1012/GF30, et les moins bons sont les matériaux PA12/GF30. Cependant, qu'il s'agisse de la résistance au choc de l'entaille à température ambiante ou à basse température, le matériau PA1012/GF30 est le meilleur, le matériau PA12/GF30 est le second, et le matériau PA612/GF30 est le moins bon.
(2) L'ordre de la densité du matériau, de la température de déformation thermique et du point de fusion est le suivant : PA612/GF30, PA1012/GF30, PA12/GF30 : Le taux de rétrécissement des trois polyamides à longue chaîne renforcés au GF est le même, et le taux d'absorption d'eau est faible, ce qui n'est pas très différent, mais l'apparence des produits injectés à partir du matériau PA1012/GF30 est meilleure que celle du PA612/GF30.
(3) Sur la base des performances du matériau et de la situation du moulage par injection, le matériau PA1012/GF30 est l'alternative la plus économique au matériau PA12/GF30.
Préparation du matériel
Les matières premières PA612 et PA1012 ont été séchées à 100℃ pendant 4h, et les matières concernées ont été pesées en fonction du rapport des fractions massiques de la matrice de résine, du GF et de l'antioxydant de 69,8% et 30% de 0,2%, respectivement. La résine et l'antioxydant ont d'abord été ajoutés au mélangeur vertical et mélangés uniformément, puis ajoutés à l'extrudeuse bidirectionnelle à double vis. La température de la section d'alimentation de l'extrudeuse est de 230~250℃, la température de la section de fusion est de 210~230℃, la température de la section de tête est de 230~250℃, et la vitesse de la vis hôte est de 350~380r/h.
Après séchage des granulés préparés, une cannelure standard est préparée par une machine de moulage par injection.La température est de 230~260℃, la décompression est de 80mpa, et le temps est de 35s.Chute de P12/GF30 à 100℃ pendant 4 heures.
Principaux résultats
(1) Propriétés mécaniques
L'image ci-dessous montre la performance d'augmentation de la force décrite par GF.La résistance à la traction, la résistance à la flexion et le module élastique de flexion des matériaux PA612/GF30 sont les meilleurs, suivis par les matériaux PA1012/GF30, et les plus mauvais sont les matériaux PA12/GF30.La résistance à la traction, la résistance à la flexion et le module élastique de flexion des matériaux PA612/GF30 sont respectivement 50, 50MPa et 1 200 MPa plus élevés que ceux des matériaux PA12/GF30.La résistance à la traction, la résistance à la flexion et le module d'élasticité en flexion du matériau PA1012/GF30 sont respectivement supérieurs de 16, 15Mpa et 400MPa à ceux du matériau PA12/GF30. Cependant, qu'il s'agisse de la résistance au choc de l'entaille à température ambiante ou à basse température, le matériau PA1012/GF30 est le meilleur, le matériau PA12/GF30 est le deuxième, et le PA612/GF30 est le plus mauvais.
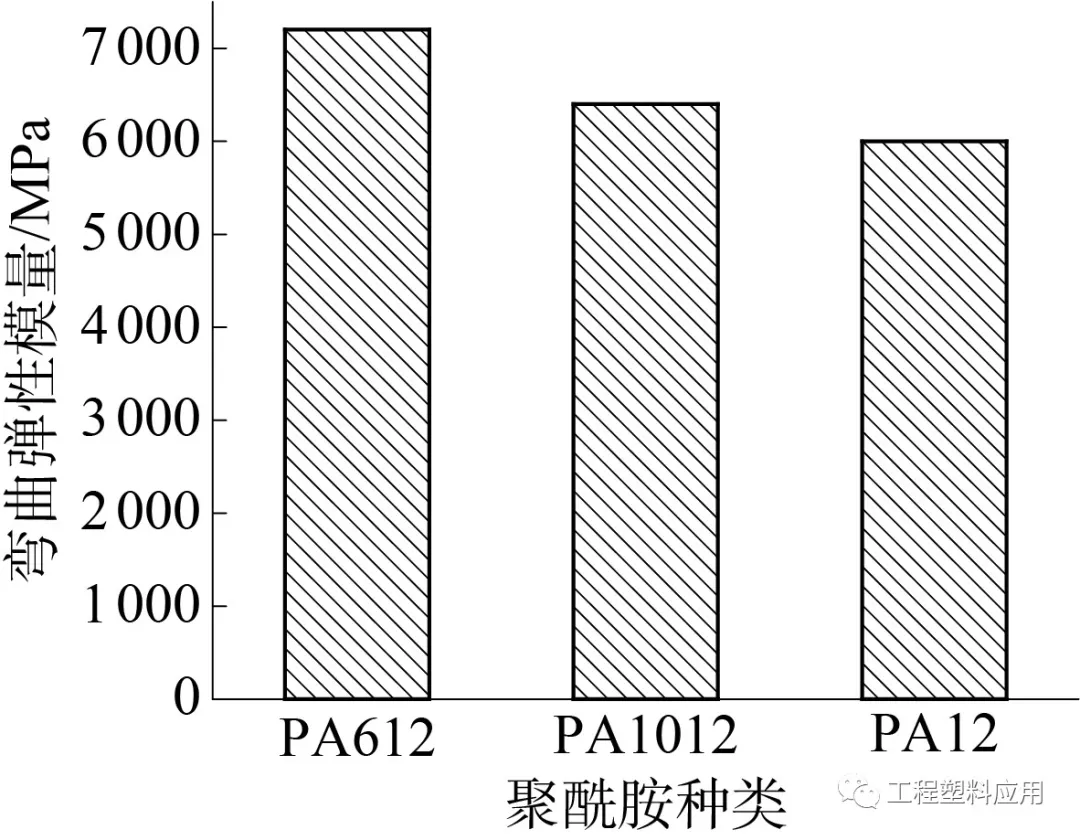
Comparaison du module d'élasticité en flexion

Comparaison de la résistance à la flexion
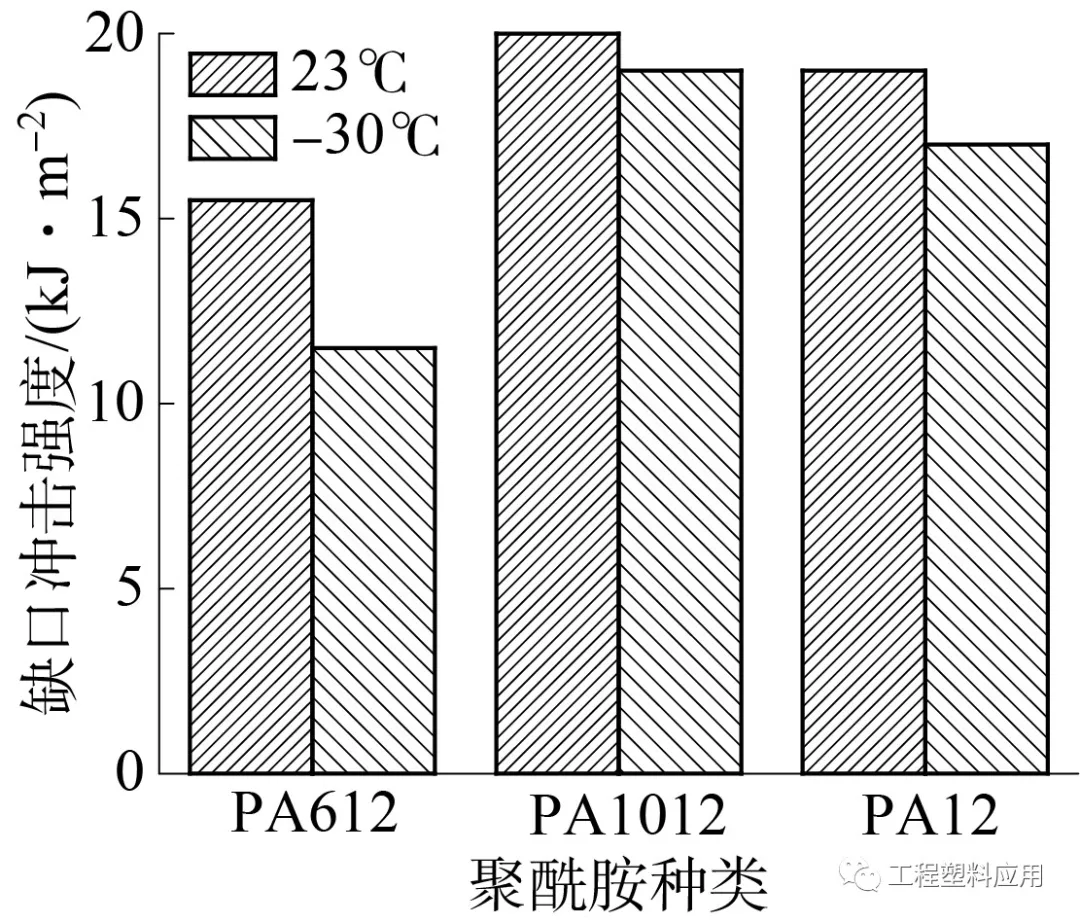
Comparaison de la résistance à l'impact des entailles

Comparaison de la résistance à la traction
La structure moléculaire de différents polyamides à chaîne longue est illustrée dans la figure ci-dessous. Lorsque la teneur en groupe amide augmente, la symétrie de la chaîne moléculaire augmente et la cristallinité augmente, sa résistance augmente également ; au contraire, lorsque la teneur en groupe amide diminue (augmentation du groupe méthyle dans la chaîne moléculaire du polyamide), la résistance diminue progressivement et la compliance augmente.
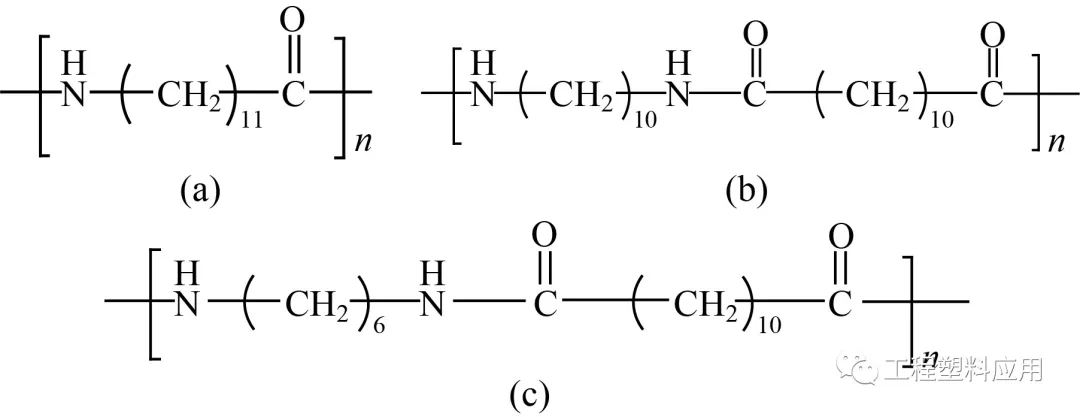
a—PA12;b—PA1012;c—PA612
(2) Dans l'application pratique des plastiques techniques, en particulier pour les matériaux environnants des pièces de moteur automobile, une attention particulière doit être accordée à la température de déformation thermique des matériaux.L'image ci-dessous montre la température de déformation thermique de GF renforcé différents polyamides à longue chaîne.On peut voir que la température de déformation thermique la plus élevée du matériau PA612/GF30 est 185℃, suivi par le matériau PA1012/GF30, qui est 175℃, et le pire est le matériau PA12/GF30, qui est 160℃.Cela peut être dû au fait que PA612 a la teneur en amide la plus élevée et la plus grande cristallinité, ce qui entraîne la température de déformation thermique la plus élevée.La température de déformation thermique plus élevée signifie que le matériau peut être utilisé dans les pièces automobiles avec des exigences de température plus élevées.
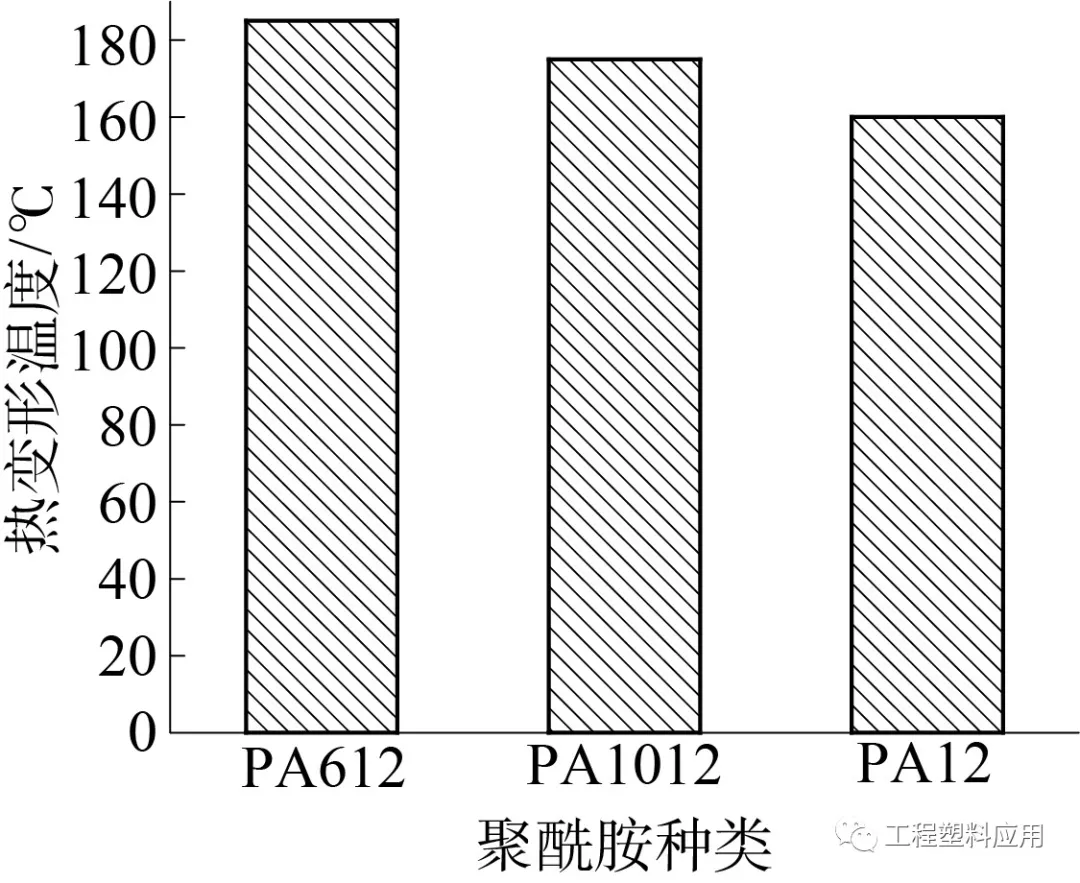
Déformation thermique Comparaison des températures
(3) Comparaison des produits moulés par injection réels
En prenant comme exemple un produit de moulage par injection à raccord rapide d'un système d'évaporation automobile, la qualité de moulage de trois matériaux polyamides à longue chaîne renforcés au GF a été comparée sur la machine de moulage par injection. Comme le montre le tableau 2, les dimensions du PA612/GF30 et du PA1012/GF30 répondent aux exigences des clients, mais l'apparence du PA1012/GF30 est meilleure que celle du PA612/GF30, ce qui peut s'expliquer par le fait que le point de fusion du PA612/GF30 est plus élevé que celui du PA1012/GF30. Dans les mêmes conditions de moulage par injection, la fluidité du matériau PA1012/GF30 est meilleure.En outre, les produits fabriqués en PA1012/GF30 sont 0,1g plus lourds que les produits fabriqués en PA12/GF30, tandis que les produits fabriqués en PA612/GF30 sont 0,5g plus lourds que les produits fabriqués en PA12/GF30.A en juger par les performances du matériau et la situation réelle du moulage par injection, le PA1012/GF30 est le matériau le plus économique pour remplacer le PA12/GF30.