PA66 유리 섬유
PA66 유리 섬유는 유리 섬유로 강화된 나일론 66 플라스틱의 일종입니다. 이 강화는 표준 PA66에 비해 강도, 강성 및 치수 안정성을 크게 향상시킵니다. 일반적으로 높은 기계적 성능이 요구되는 까다로운 애플리케이션에 사용됩니다.
사용 가능한 유형입니다:
- PA66 GF30(내추럴/블랙)
- PA66 GF25(내추럴/블랙)
- PA66 GF20(내추럴/블랙)
PA66 유리 섬유는 유리 섬유로 강화된 나일론 66 플라스틱의 일종입니다. 이 강화는 표준 PA66에 비해 강도, 강성 및 치수 안정성을 크게 향상시킵니다. 일반적으로 높은 기계적 성능이 요구되는 까다로운 애플리케이션에 사용됩니다.
사용 가능한 유형입니다:
PA66 유리 섬유(유리 섬유 함량에 따라 PA66 GF 또는 PA6-GF30 부품이라고도 함)는 다음과 같은 고성능 소재를 결합하여 만든 고성능 소재입니다. PA66 강화 유리 섬유가 포함된 나일론 수지입니다. 이러한 섬유는 일반적으로 다양한 중량 비율로 첨가되며, 일반적인 예로는 30% 유리 섬유를 중량 기준으로 포함하는 PA66 GF30이 있습니다.
유리 섬유를 추가하면 PA66의 특성이 크게 향상됩니다. 이 강화의 이점은 다음과 같습니다:
강도와 강성 증가: 표준 PA66에 비해 PA66 GF는 훨씬 더 뛰어난 강도와 강성을 제공합니다. 따라서 부하가 걸린 상태에서 높은 기계적 성능이 요구되는 애플리케이션에 이상적입니다.
향상된 치수 안정성: 압력이나 높은 온도에서 뒤틀림이나 변형이 최소화되어 치수적으로 안정적입니다.
향상된 내열성: PA66은 이미 우수한 내열성을 가지고 있지만, PA66 GF는 이 부분에서 약간 향상된 성능을 제공합니다.
이러한 강도, 강성, 치수 안정성 및 내열성 개선으로 PA66 GF는 여러 산업 분야의 다양한 까다로운 애플리케이션에 유용한 소재입니다. 몇 가지 일반적인 예는 다음과 같습니다:
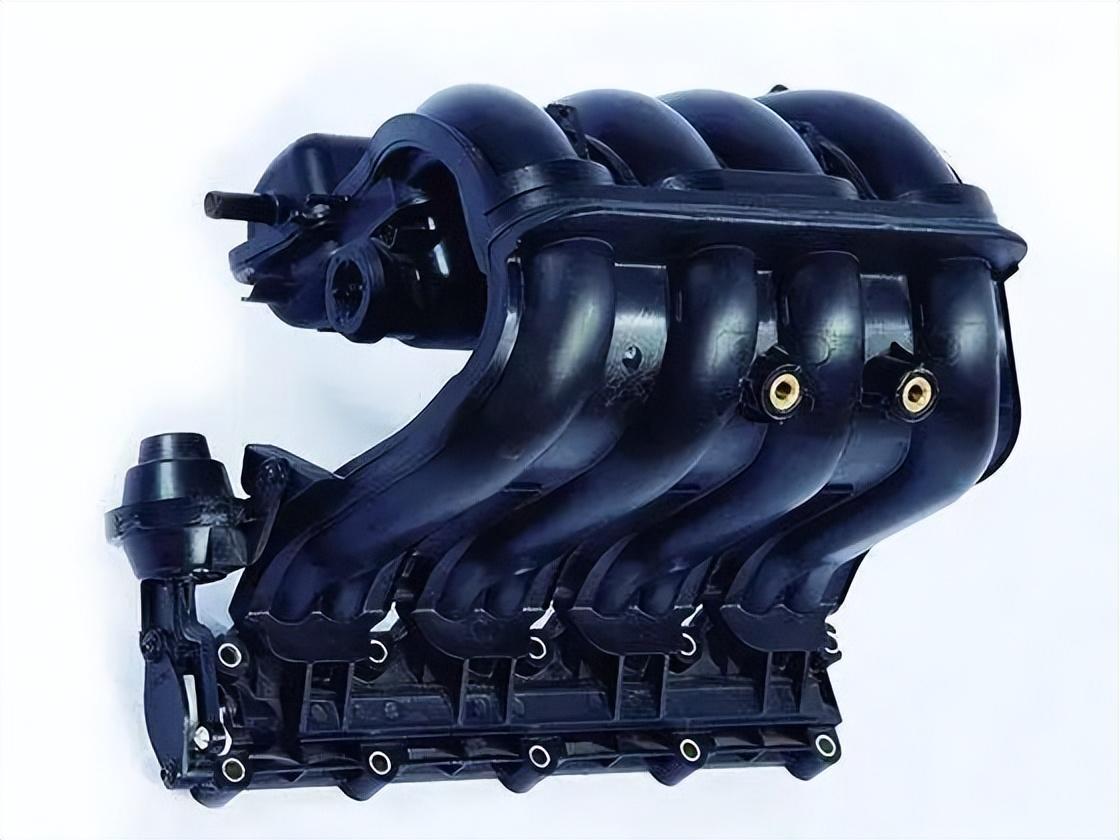
자동차 부품: 엔진 부품, 구조 부품, 기어 하우징 모두 PA66 유리 섬유의 강도와 내열성의 이점을 누릴 수 있습니다.
전기 부품: 우수한 절연 특성과 치수 안정성으로 인해 PA66 유리 섬유는 전기 하우징 및 커넥터에 적합합니다.
산업 기계: 고강도 및 내마모성이 요구되는 기어, 베어링 및 기계 부품은 PA66 유리 섬유로 만들 수 있습니다.
스포츠 용품: 자전거 프레임과 스키 장비와 같은 부품은 PA66 유리 섬유의 강도와 강성을 활용할 수 있습니다.
전반적으로 PA66 유리 섬유는 우수한 기계적 성능이 중요한 까다로운 응용 분야에 다용도로 사용할 수 있고 신뢰할 수 있는 강력한 특성 조합을 제공합니다.



| 기계적 특성 | 건조/건조 | 단위 | 테스트 표준 |
| 인장 계수 | 12000 / – | MPa | ISO 527-1/-2 |
| 휴식 중 스트레스 | 195 / – | MPa | ISO 527-1/-2 |
| 휴식 시 긴장 | 3 / – | % | ISO 527-1/-2 |
| 샤피 충격 강도, +23°C | 45 / – | kJ/m² | ISO 179/1eU |
| 샤피 노치 충격 강도, +23°C | 7 / – | kJ/m² | ISO 179/1eA |
| 열 속성 | 건조/건조 | 단위 | 테스트 표준 |
| 하중 하에서의 처짐 온도, 1.80 MPa | 252 / * | °C | ISO 75-1/-2 |
| Vicat 연화 온도, 50°C/h 50N | 252 / * | °C | ISO 306 |
| 전기적 특성 | 건조/건조 | 단위 | 테스트 표준 |
| 표면 저항률 | * / 1000 | Ohm | IEC 62631-3-2 |
| 기타 속성 | 건조/건조 | 단위 | 테스트 표준 |
| 밀도 | 1330 / – | kg/m³ | ISO 1183 |
| 기계적 특성 | 건조/건조 | 단위 | 테스트 표준 |
| 인장 계수 | 1.22E6 / 725190 | psi | ISO 527-1/-2 |
| 휴식 중 스트레스 | 23200 / 15200 | psi | ISO 527-1/-2 |
| 휴식 시 긴장 | 3.5 / 8 | % | ISO 527-1/-2 |
| 샤피 충격 강도, +23°C | 23.8 / 46.1 | ftlb/in² | ISO 179/1eU |
| 샤피 노치 충격 강도, +23°C | 3.81 / 5.71 | ftlb/in² | ISO 179/1eA |
| 열 속성 | 건조/건조 | 단위 | 테스트 표준 |
| 하중 하에서의 처짐 온도, 1.80 MPa | 482 / * | °F | ISO 75-1/-2 |
| 두께 h에서의 굽기 동작 | HB / * | 클래스 | IEC 60695-11-10 |
| 테스트 두께(h) | 0.0295 / * | in | IEC 60695-11-10 |
| 옐로카드 사용 가능 | 예 / * | – | – |
| 기타 속성 | 건조/건조 | 단위 | 테스트 표준 |
| 밀도 | 1330 / – | kg/m³ | ISO 1183 |
| 처리/물리적 특성 | 가치 | 단위 | 테스트 표준 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ASTM 데이터 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 금형 수축, MD | 0.0045 | mm/mm | ASTM D 955 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 기계적 특성 | 가치 | 단위 | 테스트 표준 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ASTM 데이터 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 인장 계수 | 6895 | MPa | ASTM D 638 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 인장 강도 | 117 | MPa | ASTM D 638 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 굴곡 탄성 계수 | 6205 | MPa | ASTM D 790 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 굴곡 강도 | 193 | MPa | ASTM D 790 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 아이조드 임팩트 노치, 1/8인치 | 48 | J/m | ASTM D 256 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 열 속성 | 가치 | 단위 | 테스트 표준 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ASTM 데이터 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| UL 94 화염 등급 | HB | – | UL 94 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 두께 테스트 | 1.59 | mm | – | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| DTUL @ 264psi | 243 | °C | ASTM D 648 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 기타 속성 | 가치 | 단위 | 테스트 표준 |
| 밀도 | 1270 | kg/m³ | ASTM D 792 |
| 수분 함량 | 0.2 | % | – |
| 가공 권장 사항 사출 성형 | 가치 | 단위 | 테스트 표준 |
| 사전 건조 - 온도 | 79.4 | °C | – |
| 사전 건조 - 시간 | 4 | h | – |
| 용융 온도 | 277 – 299 | °C | – |
| 금형 온도 | 65.6 – 107 | °C | – |
| 사출 압력 | 68.9 – 124 | MPa | – |
I. Grade Origin: The Standardized Mark of Global Giants The nylon grade system was primarily [...] → I. 등급 유래: 글로벌 거물들의 표준화된 마크 나일론 등급 시스템은 주로 [...]
Through technological innovations such as fiber reinforcement, mineral filling, blending modification, and chemical modification, PA610’s [...]
Differences in molecular structure and basic performance PA612 is formed by polycondensation of hexamethylenediamine (6 [...]
1. 기계적 특성 향상: 분자 결합에서 네트워크 구성까지 산화 아연의 핵심 [...]
I. 기계 제조: 조용하고 효율적인 변속기 혁명 기계 제조 분야에서 [...]
1. 시대의 흐름: 경량화는 자동차의 생존 규칙이 되었습니다. [...]
핵심 특성: 엔지니어링 플라스틱의 황금 균형점 나일론 610은 희귀한 균형을 나타냅니다. [...]
1. 외관 품질: 진실은 디테일에 있습니다. 매끄럽고 평평한 표면, 균일한 색상, 선명한 [...]