Czym są poliamidy krótkołańcuchowe i długołańcuchowe?
Poliamidy z mniej niż 10 atomami węgla w łańcuchach są ogólnie określane jako poliamidy krótkołańcuchowe (lub nylony krótkołańcuchowe), takie jak poliamid 6 (PA6), poliamid 66 (PA66) i poliamid 46 (PA46). Poliamidy z 10 lub więcej atomami węgla w łańcuchach nazywane są poliamidami długołańcuchowymi (lub nylonami długołańcuchowymi), takimi jak poliamid 610 (PA610), poliamid 612 (PA612), poliamid 1012 (PA1012) i poliamid 12 (PA12). Ze względu na niższą zawartość wiązań amidowych w długołańcuchowych poliamidach, mają one niższą absorpcję wody, lepszą stabilność wymiarową i lepszą ciągliwość w porównaniu do krótkołańcuchowych poliamidów.
PA12 Aplikacje i alternatywy
PA12, rodzaj długołańcuchowego poliamidu, jest stosowany głównie w komponentach motoryzacyjnych, druku 3D, maszynach i przemyśle lotniczym. W komponentach motoryzacyjnych PA12 wzmocniony włóknem szklanym (GF) jest stosowany głównie w systemach przewodów paliwowych, samochodowych systemach odparowywania i szybkozłączach. Obecnie technologia formowania wtryskowego PA12 i jego zmodyfikowanych materiałów jest głównie w posiadaniu zagranicznych firm modyfikujących, takich jak Arkema we Francji, Evonik w Niemczech i Ube Industries w Japonii. Chociaż prowadzone są krajowe badania nad żywicami PA12 i ich zmodyfikowanymi materiałami, w Chinach nie ma jeszcze przemysłowej produkcji żywic PA12. W związku z tym cena materiałów PA12 w Chinach jest nadal bardzo wysoka, dlatego badania i rozwój alternatywnych materiałów PA12 mają istotne znaczenie praktyczne. Dodatkowo, długołańcuchowe poliamidy wykonane z częściowo lub w pełni biologicznych materiałów, takich jak PA610, PA612 i PA1012, mają przewagę środowiskową nad PA12, który pochodzi z nieodnawialnych paliw kopalnych.
Nowy materiał FuchenBadania
Firma Fuchen New Material porównała właściwości trzech materiałów: PA612 wzmocnionego GF30, PA1012 i PA12, wszystkie z zawartością włókna szklanego 30%. Przeprowadzono również próbną produkcję na formie masowo produkowanego szybkozłącza samochodowego przewodu paliwowego w celu porównania wydajności tych materiałów. Badania te stanowią podstawę do późniejszego opracowania alternatyw dla materiałów PA12/GF30 przy użyciu innych rodzajów wzmocnionych poliamidów długołańcuchowych.
Podsumowanie kluczowych punktów
(1) Wytrzymałość na rozciąganie, wytrzymałość na zginanie i moduł sprężystości zginania materiałów PA612/GF30 są najlepsze, a następnie materiały PA1012/GF30, a najgorsze są materiały PA12/GF30. Jednak niezależnie od tego, czy jest to udarność karbu w temperaturze pokojowej, czy w niskiej temperaturze, materiał PA1012/GF30 jest najlepszy, materiał PA12/GF30 jest drugi, a materiał PA612/GF30 jest najgorszy.
(2) Kolejność gęstości materiału, temperatury odkształcenia termicznego i temperatury topnienia od wysokiej do niskiej jest następująca: PA612/GF30, PA1012/GF30, PA12/GF30 Szybkość skurczu trzech długołańcuchowych poliamidów wzmocnionych GF jest taka sama, a szybkość absorpcji wody jest niska, co nie różni się zbytnio, ale wygląd produktów wtryskiwanych z materiału PA1012/GF30 jest lepszy niż PA612/GF30.
(3) W oparciu o wydajność materiału i sytuację formowania wtryskowego, materiał PA1012/GF30 jest najbardziej ekonomiczną alternatywą dla materiału PA12/GF30.
Przygotowanie materiału
Surowce PA612 i PA1012 suszono w temperaturze 100 ℃ przez 4 godziny, a odpowiednie materiały ważono zgodnie ze stosunkiem frakcji masowych matrycy żywicy, GF i przeciwutleniacza wynoszącym odpowiednio 69,8% i 30% 0,2%. Żywica i przeciwutleniacz zostały najpierw dodane do pionowego mieszalnika i równomiernie wymieszane, a następnie dodane do współkierunkowej wytłaczarki dwuślimakowej. Następnie wytłaczane paski są chłodzone wodą i suszone suszarką do włosów, a granulki są granulowane przez granulator. temperatura sekcji zasilającej wytłaczarki wynosi 230 ~ 250 ℃, temperatura sekcji topienia wynosi 210 ~ 230 ℃, temperatura sekcji głowicy wynosi 230 ~ 250 ℃, a prędkość ślimaka hosta wynosi 350 ~ 380r / h.
Po wysuszeniu przygotowanych granulek, standardowy splajn jest przygotowywany za pomocą wtryskarki, temperatura wynosi 230 ~ 260 ℃, dekompresja wynosi 80 mpa, a czas wynosi 35 s. Upuść P12 / GF30 w temperaturze 100 ℃ przez 4 godziny.
Główne wyniki
(1) Właściwości mechaniczne
Poniższy rysunek przedstawia wydajność zwiększania siły opisaną przez GF. Wytrzymałość na rozciąganie, wytrzymałość na zginanie i moduł sprężystości przy zginaniu materiałów PA612 / GF30 są najlepsze, a następnie materiały PA1012 / GF30, a najgorsze są materiały PA12 / GF30. Wytrzymałość na rozciąganie, wytrzymałość na zginanie i moduł sprężystości przy zginaniu materiału PA612 / GF30 są odpowiednio o 50, 50 MPa i 1 200 MPa wyższe niż w przypadku materiału PA12 / GF30.Wytrzymałość na rozciąganie, wytrzymałość na zginanie i moduł sprężystości przy zginaniu materiału PA1012/GF30 są odpowiednio o 16, 15 MPa i 400 MPa wyższe niż w przypadku materiału PA12/GF30. Jednak niezależnie od tego, czy chodzi o udarność karbu w temperaturze pokojowej, czy w niskiej temperaturze, materiał PA1012/GF30 jest najlepszy, materiał PA12/GF30 jest drugi, a PA612/GF30 jest najgorszy.
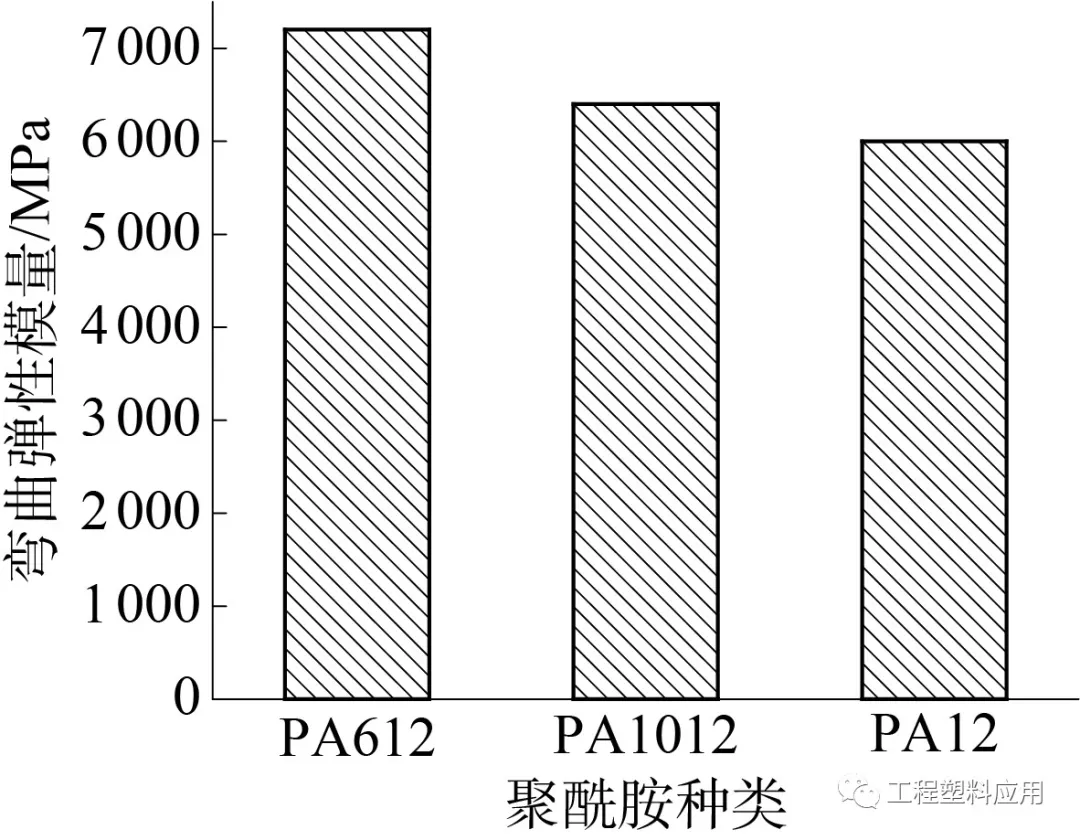
Porównanie modułu sprężystości przy zginaniu

Porównanie wytrzymałości na zginanie
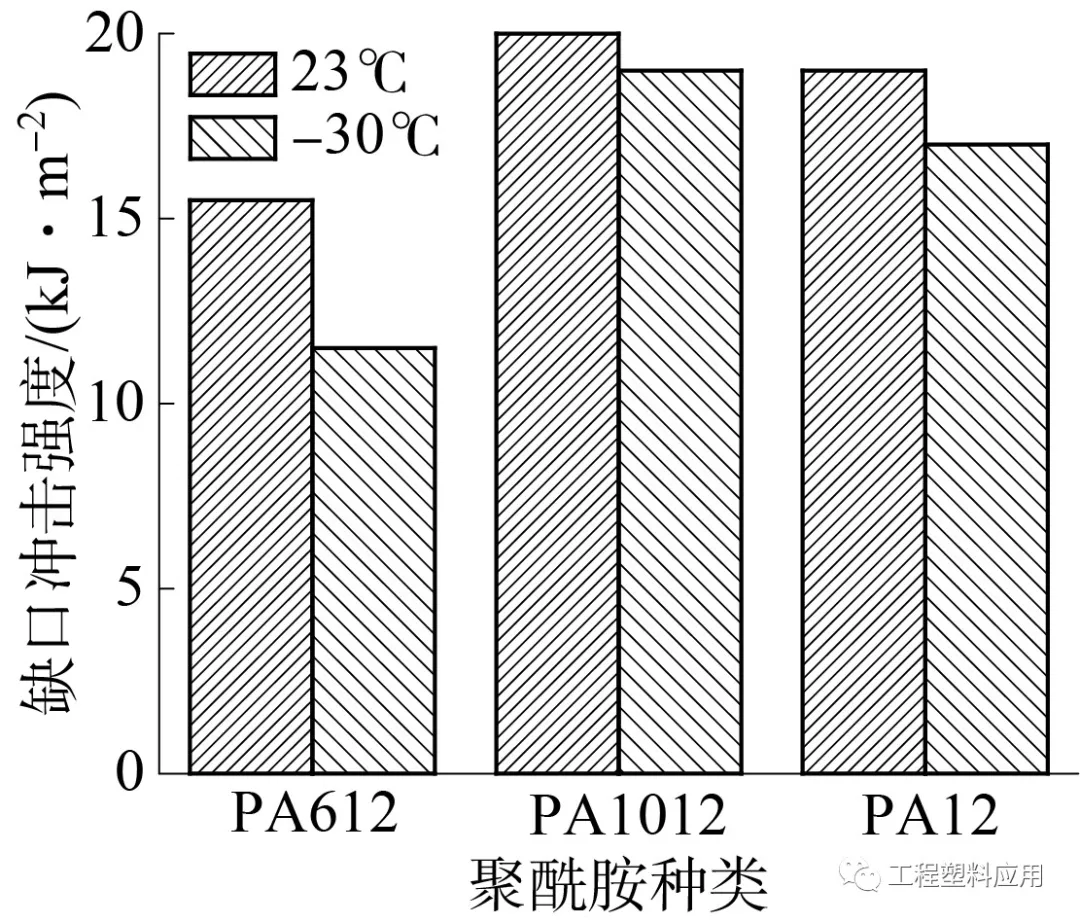
Porównanie udarności z karbem

Porównanie wytrzymałości na rozciąganie
GF zwiększa różnice w wydajności różnych długołańcuchowych poliamidów głównie ze względu na różne struktury molekularne długołańcuchowych poliamidów. Struktura molekularna różnych długołańcuchowych poliamidów jest pokazana na poniższym rysunku. Wraz ze wzrostem zawartości grupy amidowej wzrasta symetria łańcucha molekularnego i wzrasta krystaliczność, wzrasta również jego wytrzymałość; wręcz przeciwnie, wraz ze spadkiem zawartości grupy amidowej (wzrost grupy metylowej w łańcuchu molekularnym poliamidu), wytrzymałość stopniowo maleje, a zgodność wzrasta.
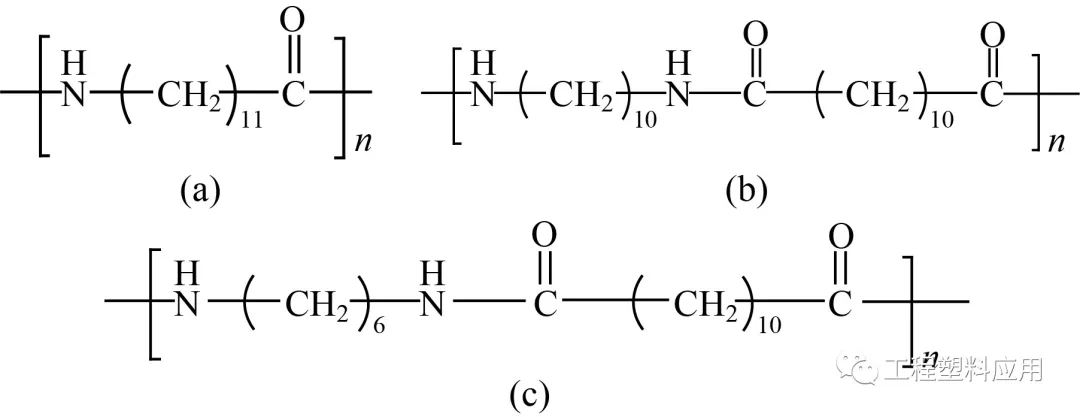
a—PA12;b—PA1012;c—PA612
(2) W praktycznym zastosowaniu tworzyw konstrukcyjnych, zwłaszcza w przypadku materiałów otaczających części silnika samochodowego, szczególną uwagę należy zwrócić na temperaturę odkształcenia termicznego materiałów. Poniższy rysunek przedstawia temperaturę odkształcenia termicznego różnych długołańcuchowych poliamidów wzmocnionych GF.Można zauważyć, że najwyższa temperatura odkształcenia termicznego materiału PA612 / GF30 wynosi 185 ℃, następnie materiał PA1012 / GF30, który wynosi 175 ℃, a najgorszy jest materiał PA12 / GF30, który wynosi 160 ℃. Może to wynikać z faktu, że PA612 ma najwyższą zawartość amidu i największą krystaliczność, co skutkuje najwyższą temperaturą odkształcenia termicznego. wyższa temperatura odkształcenia termicznego oznacza, że materiał może być stosowany w częściach samochodowych o wyższych wymaganiach temperaturowych.
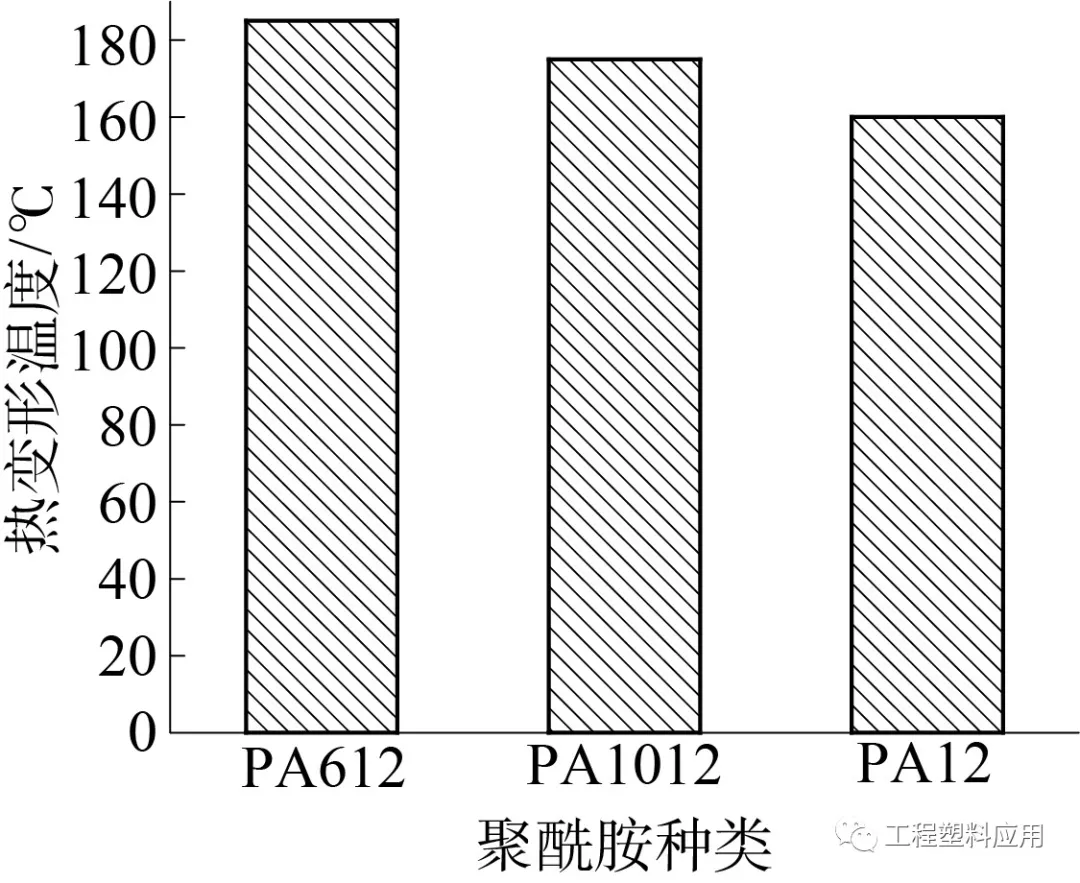
Porównanie temperatury odkształcenia termicznego
(3) Porównanie rzeczywistych produktów formowanych wtryskowo
Biorąc za przykład szybkozłączny produkt do formowania wtryskowego samochodowego systemu odparowywania, porównano jakość formowania trzech wzmocnionych GF długołańcuchowych materiałów poliamidowych na wtryskarce. Jak widać z tabeli 2, wymiary PA612/GF30 i PA1012/GF30 spełniają wymagania klienta, ale wygląd PA1012/GF30 jest lepszy niż PA612/GF30, co może wynikać z faktu, że temperatura topnienia materiału PA612/GF30 jest wyższa niż PA1012/GF30. W tych samych warunkach formowania wtryskowego płynność materiału PA1012/GF30 jest lepsza. Ponadto produkty wykonane z PA1012/GF30 są o 0,1 g cięższe niż produkty wykonane z PA12/GF30, podczas gdy produkty wykonane z PA612/GF30 są o 0,5 g cięższe niż produkty wykonane z PA12/GF30. Sądząc po wydajności materiału i rzeczywistej sytuacji formowania wtryskowego, PA1012/GF30 jest najbardziej ekonomicznym materiałem zastępującym PA12/GF30.