Ce sunt poliamidele cu lanț scurt și cu lanț lung
Poliamidele cu mai puțin de 10 atomi de carbon în lanțurile lor sunt denumite în general poliamide cu lanț scurt (sau niloni cu lanț scurt), cum ar fi poliamida 6 (PA6), poliamida 66 (PA66) și poliamida 46 (PA46). Poliamidele cu 10 sau mai mulți atomi de carbon în lanțurile lor sunt numite poliamide cu lanț lung (sau niloni cu lanț lung), cum ar fi poliamida 610 (PA610), poliamida 612 (PA612), poliamida 1012 (PA1012) și poliamida 12 (PA12). Datorită conținutului mai scăzut de legături amidice în poliamidele cu lanț lung, acestea au o absorbție mai scăzută a apei, o stabilitate dimensională mai bună și o ductilitate mai bună în comparație cu poliamidele cu lanț scurt.
PA12 Aplicații și alternative
PA12, un tip de poliamidă cu lanț lung, este utilizat în principal în componente auto, imprimare 3D, utilaje și industria aerospațială. În componentele auto, PA12 armat cu fibră de sticlă (GF) este utilizat în principal în sistemele de conducte de combustibil, sistemele de evaporare auto și conectorii rapizi. În prezent, tehnologia de turnare prin injecție a PA12 și a materialelor sale modificate este deținută în principal de companii străine de modificare, precum Arkema din Franța, Evonik din Germania și Ube Industries din Japonia. Deși au fost efectuate cercetări interne privind rășinile PA12 și materialele modificate ale acestora, nu există încă o producție industrială de rășini PA12 în China. Prin urmare, prețul materialelor PA12 în China este încă foarte ridicat, astfel încât cercetarea și dezvoltarea de materiale alternative PA12 are o semnificație practică semnificativă. În plus, poliamidele cu lanț lung fabricate din materiale parțial sau integral biologice, cum ar fi PA610, PA612 și PA1012, au avantaje ecologice față de PA12, care este derivat din combustibili fosili neregenerabili.
Fuchen Material nou's Cercetare
Fuchen New Material a comparat proprietățile a trei materiale: PA612 ranforsat cu GF30, PA1012 și PA12, toate cu un conținut de fibre de sticlă de 30%. De asemenea, au efectuat o producție de probă pe matrița unui conector rapid pentru conducta de combustibil auto produs în masă pentru a compara performanța acestor materiale. Această cercetare oferă o bază pentru dezvoltarea ulterioară a unor alternative la materialele PA12/GF30 folosind alte tipuri de poliamide cu lanț lung ranforsate.
Rezumat al punctelor cheie
(1) Rezistența la tracțiune, rezistența la încovoiere și modulul elastic de încovoiere ale materialelor PA612/GF30 sunt cele mai bune, urmate de materialele PA1012/GF30, iar cele mai proaste sunt materialele PA12/GF30.Cu toate acestea, indiferent dacă este vorba de rezistența la impact a crestăturii la temperatura camerei sau la temperatură scăzută, materialul PA1012/GF30 este cel mai bun, materialul PA12/GF30 este al doilea, iar materialul PA612/GF30 este cel mai rău.
(2) Ordinea densității materialului, a temperaturii de deformare termică și a punctului de topire, de la mare la mic, este următoarea: PA612, PA630F/GF30: PA612/GF30, PA1012/GF30, PA12/GF30. Rata de contracție a celor trei poliamide cu lanț lung întărite cu GF este aceeași, iar rata de absorbție a apei este scăzută, ceea ce nu este foarte diferit, dar aspectul produselor injectate din materialul PA1012/GF30 este mai bun decât cel al PA612/GF30.
(3) Pe baza performanței materialului și a situației de turnare prin injecție, materialul PA1012/GF30 este cea mai economică alternativă la materialul PA12/GF30.
Pregătirea materialului
Materiile prime PA612 și PA1012 au fost uscate la 100 ℃ timp de 4h, iar materialele relevante au fost cântărite în conformitate cu raportul dintre matricea de rășină, fracțiunile de masă GF și antioxidant de 69,8% și, respectiv, 30% de 0,2%. Rășina și antioxidantul au fost adăugate mai întâi la mixerul vertical și amestecate uniform, apoi adăugate la extruderul cu două șuruburi co-direcționale. Temperatura secțiunii de alimentare a extruderului este de 230~250 ℃, temperatura secțiunii de topire este de 210~230 ℃, temperatura secțiunii capului este de 230~250 ℃, iar viteza șurubului gazdă este de 350~380r/h.
După ce peleții pregătiți sunt uscați, o canelură standard este pregătită de o mașină de turnare prin injecție. temperatura este de 230~260 ℃, decompresia este de 80mpa, iar timpul este de 35s.Drop P12 / GF30 la 100 ℃ timp de 4 ore.
Rezultate principale
(1) Proprietăți mecanice
Imaginea de mai jos arată performanța de creștere a forței descrisă de GF. rezistența la tracțiune, rezistența la încovoiere și modulul elastic de încovoiere ale materialelor PA612/GF30 sunt cele mai bune, urmate de materialele PA1012/GF30, iar cele mai slabe sunt materialele PA12/GF30. rezistența la tracțiune, rezistența la încovoiere și modulul elastic de încovoiere ale materialului PA612/GF30 sunt cu 50, 50 MPa și, respectiv, 1 200 MPa mai mari decât cele ale materialului PA12/GF30.Rezistența la tracțiune, rezistența la încovoiere și modulul elastic la încovoiere ale materialului PA1012/GF30 sunt cu 16, 15 MPa și, respectiv, 400 MPa mai mari decât cele ale materialului PA12/GF30. Cu toate acestea, indiferent dacă este vorba de rezistența la impact la temperatura camerei sau la temperatură scăzută, materialul PA1012/GF30 este cel mai bun, materialul PA12/GF30 este al doilea, iar PA612/GF30 este cel mai slab.
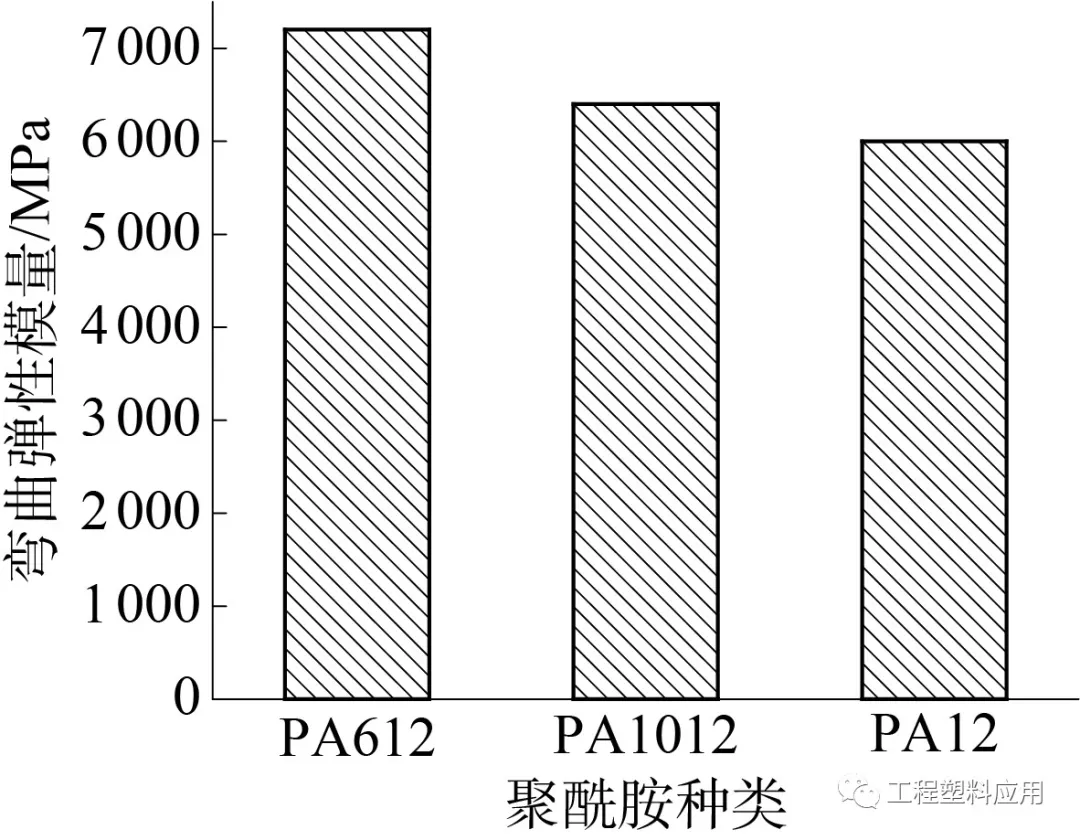
Compararea modulului de elasticitate la încovoiere

Compararea rezistenței la încovoiere
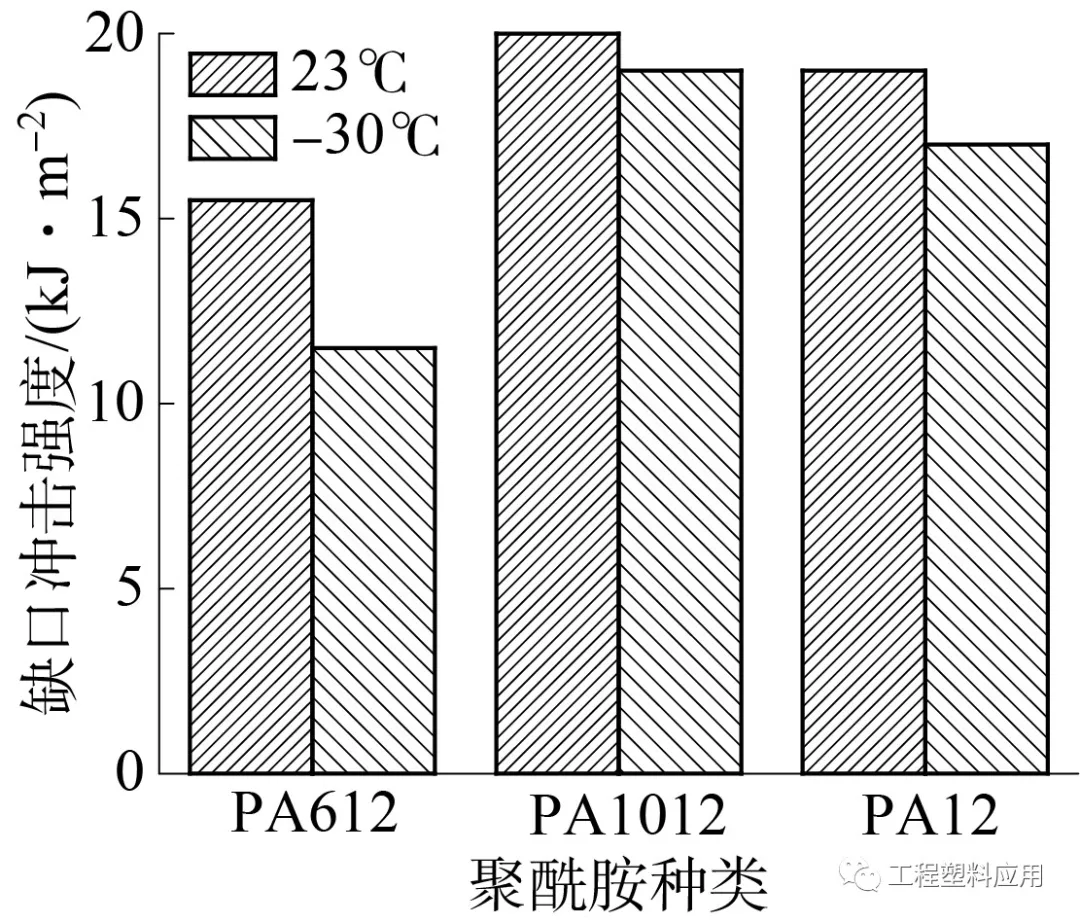
Compararea rezistenței la impact a crestăturii

Compararea rezistenței la tracțiune
GF îmbunătățește diferențele de performanță ale diferitelor poliamide cu lanț lung, în principal datorită structurilor moleculare diferite ale poliamidelor cu lanț lung.Structura moleculară a diferitelor poliamide cu lanț lung este prezentată în figura de mai jos.Pe măsură ce conținutul de grup amidic crește, simetria lanțului molecular crește și cristalinitatea crește, rezistența sa crește, de asemenea; dimpotrivă, pe măsură ce conținutul de grup amidic scade (creșterea grupului metil în lanțul molecular al poliamidei), rezistența scade treptat și conformitatea crește.
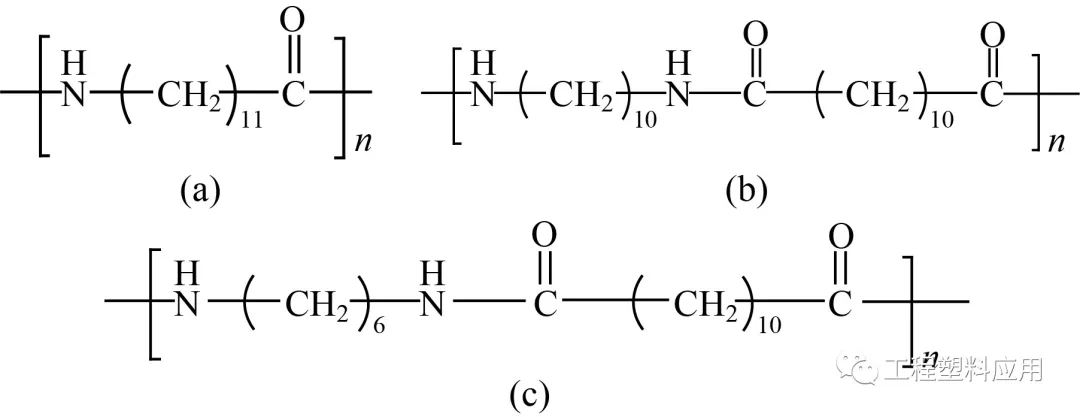
a—PA12;b—PA1012;c—PA612
(2) În aplicarea practică a materialelor plastice tehnice, în special pentru materialele care înconjoară piesele motoarelor de automobile, trebuie acordată o atenție deosebită temperaturii de deformare termică a materialelor. imaginea de mai jos arată temperatura de deformare termică a GF armat cu diferite poliamide cu lanț lung.Se poate observa că cea mai ridicată temperatură de deformare termică a materialului PA612/GF30 este de 185 ℃, urmată de materialul PA1012/GF30, care este de 175 ℃, iar cel mai rău este materialul PA12/GF30, care este de 160 ℃. acest lucru se poate datora faptului că PA612 are cel mai mare conținut de amide și cea mai mare cristalinitate, rezultând cea mai ridicată temperatură de deformare termică. temperatura de deformare termică mai ridicată înseamnă că materialul poate fi utilizat în piese auto cu cerințe de temperatură mai ridicate.
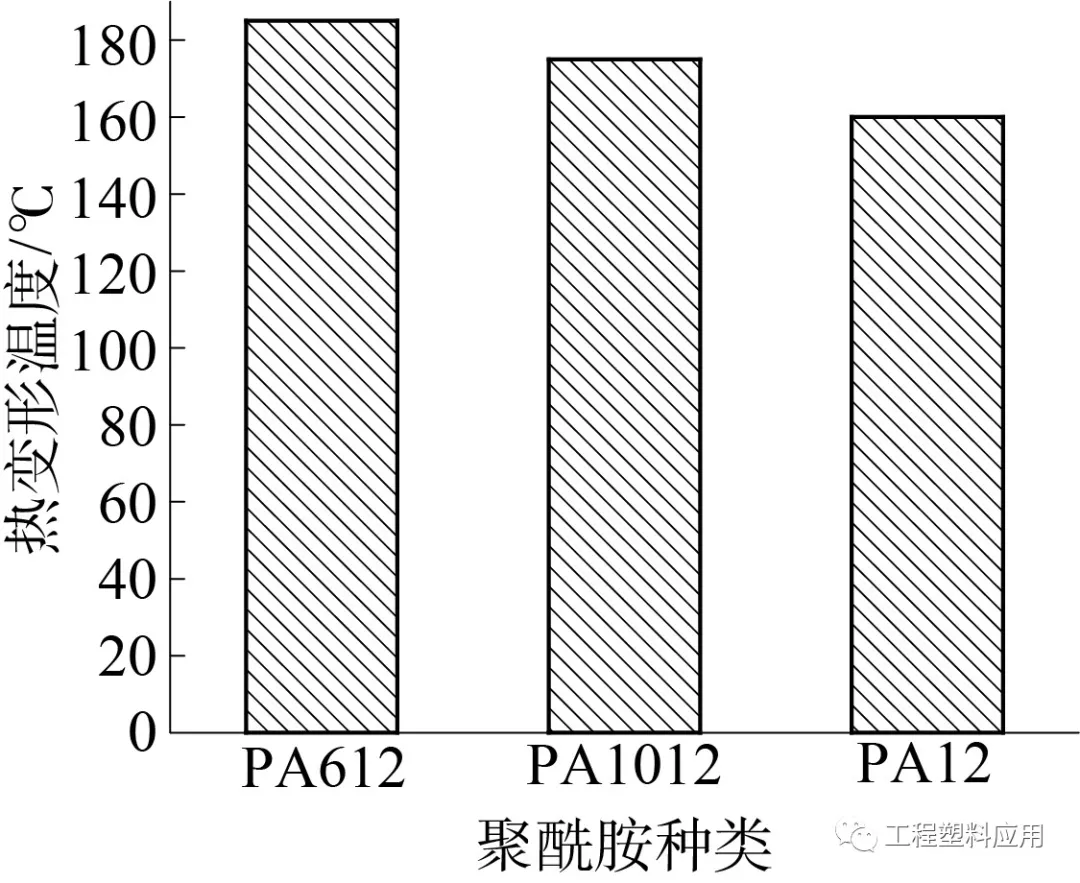
Deformare termică Compararea temperaturii
(3) Compararea produselor reale turnate prin injecție
Luând ca exemplu un produs de turnare prin injecție cu cuplare rapidă al unui sistem de evaporare pentru automobile, calitatea de turnare a trei materiale din poliamidă cu lanț lung ranforsate cu GF a fost comparată pe mașina de turnare prin injecție. Procesul de turnare prin injecție este prezentat în tabelul 1. Tabelul 2 prezintă comparația reală a calității turnării diferitelor produse turnate prin injecție din poliamidă cu lanț lung ranforsată cu GF. după cum se poate observa din tabelul 2, dimensiunile PA612/GF30 și PA1012/GF30 îndeplinesc cerințele clientului, dar aspectul PA1012/GF30 este mai bun decât cel al PA612/GF30. Acest lucru se poate datora faptului că punctul de topire al materialului PA612/GF30 este mai mare decât cel al PA1012/GF30. În plus, produsele fabricate din PA1012/GF30 sunt cu 0,1 g mai grele decât produsele fabricate din PA12/GF30, în timp ce produsele fabricate din PA612/GF30 sunt cu 0,5 g mai grele decât produsele fabricate din PA12/GF30.Judecând după performanța materialului și situația reală a turnării prin injecție, PA1012/GF30 este cel mai economic material pentru a înlocui PA12/GF30.