Bevezetés
A 3D nyomtatás világában egy anyag kiemelkedik sokoldalúságával és szilárdságával: a nylon. Akár funkcionális prototípusokon, mérnöki alkatrészeken vagy művészi alkotásokon dolgozol, a nylon hihetetlen egyensúlyt kínál a tartósság, a rugalmasság és az ütésállóság terén. A kiváló minőségű nylon nyomatok elkészítéséhez azonban nem csak a megfelelő filamentumra van szükség, hanem egy kulcsfontosságú tényező tökéletesítésére is: a hőmérsékletre.
Sok felhasználó számára a megfelelő nejlonnyomtatási hőmérséklet gyakran megfoghatatlan fogalom. Túl magas vagy túl alacsony, és a nyomtatási minőség drámaian romolhat. Ha következetlen eredményekkel, gyenge tapadással vagy gyengébb nyomatokkal küzd, a nyomtatási hőmérséklet beállítása lehet az a változtatás, amire szüksége van. Ebben az útmutatóban elmélyedünk a hőmérséklet jelentőségében a nejlon 3D nyomtatásban, megvizsgáljuk a különböző nejlonszálak optimális hőmérsékleti tartományait, és gyakorlati betekintést nyújtunk a helytelen hőmérsékleti beállításokkal kapcsolatos gyakori problémák megoldásához. A végére nemcsak a nejlonnyomtatás hőmérsékletének tudományát fogja megérteni, hanem azt is, hogyan érhet el professzionális szintű nyomatokat a 3D nyomtatás során.
A nejlon nyomtatási hőmérséklet fontosságának megértése
Miért olyan kritikus a hőmérséklet a nejlon 3D nyomtatásban?
A nylon, a rugalmasságáról és termikus tulajdonságairól ismert szintetikus polimer egy bizonyos olvadáspontot igényel ahhoz, hogy simán átfolyjon a 3D nyomtató forrófején. Ha a filamentet túlságosan felmelegítjük, az megszakadhat vagy túlságosan kitüremkedhet, ami a nyomtatás minőségét veszélyezteti. Másrészt a túl kevés hő rossz tapadást okozhat a rétegek között, ami repedésekhez, vetemedéshez és csökkent szilárdsághoz vezethet.
A 3D nyomtatás lényege az extrudálási folyamat, amelynek során a szálakat az olvadási hőmérsékletet éppen meghaladó hőmérsékletre melegítik, hogy rétegről rétegre fel lehessen rakni. A nejlon esetében ezt a kényes egyensúlyt precízen meg kell találni. A megfelelő nyomtatási hőmérséklet biztosítja:
- Jó rétegkötés: Minden rétegnek megfelelően össze kell olvadnia az előzővel az erős, összefüggő nyomatok érdekében.
- Sima extrudálás: A szálnak szabadon kell áramlania a fúvókán keresztül, eltömődés vagy következetlen extrudálás nélkül.
- Tartós nyomatok: A nejlon eredendő szilárdsága abból ered, hogy az egyes rétegek mennyire jól tapadnak egymáshoz. Egy kis hőmérséklet-eltérés gyengébb kötéseket és a nyomtatás tartósságának csökkenését eredményezheti.
A választott nyomtatási hőmérséklet az anyag viszkozitását is befolyásolja, így a szál könnyebben vagy nehezebben folyik át a fúvókán. Ha a filament túl vastag vagy túl híg, az eredmények drámaiak lehetnek - akár gyenge tapadás, akár túlzott szálképződés és szivárgás formájában.
Melyek az ideális hőmérsékleti tartományok a nejlon nyomtatáshoz?
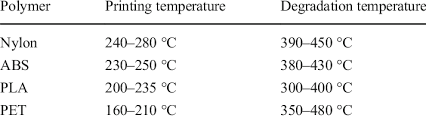
A nejlonnyomtatás optimális hőmérséklete a nejlonszál típusától, a 3D nyomtató modelljétől és még a környezeti körülményektől is függhet. Általános szabályként azonban elmondható, hogy a legtöbb nejlonszál optimális extrudálási hőmérséklete a következő értékek között van 240°C és 270°C között.
Íme a különböző típusú nejlonszálak ideális nyomtatási hőmérséklet-tartományainak bontása:
Szabványos nejlon (pl. Nylon 6, Nylon 66):
Ez a 3D nyomtatáshoz leggyakrabban használt nejlon. Olvadáspontja jellemzően a következő értékek között mozog 245°C és 265°C között. Ez a nejlon típus a sűrűbb molekulaszerkezetének köszönhetően magasabb extrudálási hőmérsékletet élvez, ami erősebb és tartósabb nyomatokat biztosít.Nylon 12:
A Nylon 12 egy puhább és rugalmasabb szál, mint a többi nejlon típus. Általában a legjobban nyomtat 240°C és 250°C között, így kiváló választás olyan funkcionális alkatrészekhez, amelyeknek némi rugalmasságra van szükségük, például konzolokhoz, kapcsokhoz vagy kötésekhez.Nylon kompozitok (pl. szénszállal töltött, üveggel töltött):
Ha kompozit nejlonokat használ, például olyanokat, amelyeket a következőkkel kevertek szénszál vagy üveg, ezek gyakran magasabb hőmérsékletet igényelnek a sima extrudáláshoz. Egy jó hőmérséklet-tartomány ezekhez a következők lennének 250°C és 270°C között annak biztosítása érdekében, hogy a kompozit anyagok megfelelően kötődjenek és ne tömítsék el a fúvókát.
Profi tipp:
Mindig olvassa el a gyártónak az Ön által használt szálra vonatkozó útmutatóját. A szálak összetétele nagymértékben eltérhet, így ami az egyik márkánál működik, az a másiknál nem biztos, hogy működik. Kisebb próbanyomatok készítése segíthet a hőmérsékleti beállítások finomhangolásában.
Az optimális hőmérsékletet befolyásoló tényezők
A nejlonnyomtatás hőmérsékletét nem csak maga a filament határozza meg. Számos külső tényező befolyásolja az ideális nyomtatási körülményeket. Ezek közé tartoznak:
Nyomtatótípus és hotend-képesség:
Nem minden 3D nyomtatót terveztek magas hőmérséklet kezelésére. Egyes olcsó modellek nehezen tudják stabilan tartani a magasabb hőmérsékletet. Győződjön meg róla, hogy a nyomtatója képes elérni a kívánt hőmérsékleti tartományt, és ezt a stabilitást a nyomtatás során végig fenntartani.Környezeti hőmérséklet és páratartalom:
Míg a nejlon rendkívül érzékeny a hőmérsékletre, a környezet is befolyásolja. A magas páratartalom hatására a nejlon nedvességet szívhat magába, ami csökkenti a szál olvadáspontját, és így nehezebbé teszi a nyomtatást. A legjobb eredmény érdekében a nylonszálat száraz helyen tárolja, vagy nyomtatás előtt használjon szálszárítót.Építési lemez hőmérséklete:
Az optimális tapadás érdekében az építőlemez hőmérsékletének a következőnek kell lennie 70°C és 90°C között. A nejlonnyomatok hajlamosak a lehűlés során megvetemedni, ezért a fűtött ágy segít enyhíteni ezt a problémát, és elősegíti a jobb tapadást a felülethez.Sebesség és rétegmagasság:
A nagyobb nyomtatási sebességek valamivel magasabb hőmérsékletet igényelhetnek az egyenletes extrudálás biztosítása érdekében. Ezenkívül a vastagabb rétegek magasabb extrudálási hőmérsékletet igényelhetnek a sima felület eléréséhez.
Hibaelhárítás gyakori Nylon nyomtatási hőmérséklet problémák esetén
A legjobb erőfeszítések ellenére a nejlonnyomtatás során még mindig előfordulhatnak hőmérséklettel kapcsolatos problémák. Íme néhány gyakori probléma és megoldás:
1. Gyenge tapadás vagy vetemedés
- Probléma: Ha a hőmérséklet túl alacsony, a nejlonnyomtatás rétegei esetleg nem kötődnek jól, ami gyenge tapadást eredményez az építőlemezhez és vetemedést.
- Megoldás: Növelje kissé az extrudálási hőmérsékletet. Emellett gondoskodjon arról, hogy a nyomtatóágyat 70°C-90°C körüli hőmérsékletre melegítse fel. A jobb tapadás érdekében fontolja meg egy speciális építőfelület, például Garolite vagy Kapton szalag használatát.
2. Fűzés vagy szivárgás
- Probléma: Ha a nyomtatási hőmérséklet túl magas, a nejlon túl folyékonnyá válhat, ami nem kívánt szálakhoz és pacákhoz vezethet.
- Megoldás: A hőmérsékletet 5°C-os lépésekben csökkentse, és engedélyezze a behúzási beállítások a szeletelőszoftverben, hogy megakadályozza a szálak szivárgását a menet közbeni mozgások során.
3. Nyomtatási hibák vagy rétegeltávolítás
- Probléma: A túl alacsony nyomtatási hőmérséklet hiányos extrudálást vagy rétegleválást okozhat.
- Megoldás: Növelje a nyomtatási hőmérsékletet az áramlás javítása érdekében. Ezenkívül ellenőrizze a fúvókát, hogy nincs-e olyan eltömődés, amely korlátozhatja a szál áramlását.
4. Fúvóka dugulások
- Probléma: Ha a hőmérsékletet túl alacsonyra állítja be, az izzószál idő előtt megszilárdulhat a fúvókában, ami eltömődést okozhat.
- Megoldás: Emelje meg kissé a nyomtatási hőmérsékletet, és futtasson át egy tisztítószálat a forrasztóvégen, hogy eltávolítsa az esetleges akadályokat.
GYIK a nejlon nyomtatási hőmérsékletről
1. Mi történik, ha a nejlonnyomás hőmérséklete túl magas vagy túl alacsony?
- Túl magas: A túlzott hőmérséklet hatására a nejlon lebomolhat, ami gyenge vagy törékeny nyomatokat eredményezhet. Ez túlzott felfűzéshez és szivárgáshoz is vezethet.
- Túl alacsony: Az elégtelen hőmérséklet rossz tapadást okoz a rétegek között, ami vetemedéshez, leváláshoz és törékeny nyomatokhoz vezet.
2. Hogyan tudom meghatározni az optimális nyomtatási hőmérsékletet az adott nejlonszálamhoz?
- Tesztnyomatok: Futtasson kisebb tesztnyomatokat különböző hőmérsékleti beállításokkal. Kis lépésekben (5°C) állítsa be, amíg el nem éri a kívánt eredményt.
- Gyártói irányelvek: Mindig a gyártó által ajánlott hőmérséklettartományból induljon ki, és a nyomtató és a környezeti feltételek alapján igazítsa ki.
3. Beállíthatom a hőmérsékletet a nyomtatási folyamat során?
Igen! Sok szeletelőprogram lehetővé teszi a nyomtatási hőmérséklet rétegenkénti beállítását, így könnyebben kísérletezhet a különböző hőmérsékletekkel a nyomtatás előrehaladtával.
Következtetés
A nejlonnyomás optimális hőmérsékletének meghatározása elengedhetetlen a lehető legjobb eredmények eléréséhez. A megfelelő hőmérséklettel biztosíthatja a sima extrudálást, az erős rétegtapadást és a tartós nyomatokat. Az ideális nyomtatási hőmérsékletet befolyásoló tényezők megértésével és a gyakori problémák elhárításával elkerülheti a frusztráló nyomtatási hibákat, és könnyedén készíthet kiváló minőségű alkatrészeket.
Akár funkcionális prototípusokat, mechanikus alkatrészeket vagy művészi terveket nyomtat, a nejlonszál hőmérséklete nagy különbséget jelent. Kísérletezéssel, finomhangolással és a nyomtató képességeinek figyelembevételével a nylonban rejlő teljes potenciált kiaknázhatja, és a 3D nyomtatás élményét egy teljesen új szintre emelheti.
Ne feledje, hogy a 3D nyomtatás legalább annyira művészet, mint tudomány. Türelemmel és a részletekre való odafigyeléssel a tökéletes nejlonnyomat elérhető közelségben van.