Hvad er kortkædede og langkædede polyamider?
Polyamider med mindre end 10 kulstofatomer i deres kæder kaldes generelt kortkædede polyamider (eller kortkædede nyloner), såsom polyamid 6 (PA6), polyamid 66 (PA66) og polyamid 46 (PA46). Polyamider med 10 eller flere kulstofatomer i kæderne kaldes langkædede polyamider (eller langkædede nyloner), f.eks. polyamid 610 (PA610), polyamid 612 (PA612), polyamid 1012 (PA1012) og polyamid 12 (PA12). På grund af det lavere indhold af amidbindinger i langkædede polyamider har de lavere vandabsorption, bedre dimensionsstabilitet og bedre duktilitet sammenlignet med kortkædede polyamider.
PA12 Anvendelser og alternativer
PA12, en type langkædet polyamid, bruges hovedsageligt i bilkomponenter, 3D-print, maskiner og rumfart. I bilkomponenter bruges glasfiberforstærket PA12 primært i brændstofledningssystemer, fordampningssystemer til biler og hurtigkoblinger. I øjeblikket ejes teknologien til sprøjtestøbning af PA12 og dets modificerede materialer hovedsageligt af udenlandske modifikationsvirksomheder, såsom Arkema i Frankrig, Evonik i Tyskland og Ube Industries i Japan. Selvom der er udført indenlandsk forskning i PA12-harpikser og deres modificerede materialer, er der endnu ingen industriel produktion af PA12-harpikser i Kina. Derfor er prisen på PA12-materialer i Kina stadig meget høj, og derfor har forskning og udvikling af alternative PA12-materialer stor praktisk betydning. Derudover har langkædede polyamider fremstillet af delvist eller helt biobaserede materialer, såsom PA610, PA612 og PA1012, miljømæssige fordele i forhold til PA12, som stammer fra ikke-fornybare fossile brændstoffer.
Fuchen nyt materiale's forskning
Fuchen New Material har sammenlignet tre materialers egenskaber: GF30-forstærket PA612, PA1012 og PA12, alle med et glasfiberindhold på 30%. De gennemførte også en prøveproduktion på formen til en masseproduceret hurtigkobling til brændstofledninger til biler for at sammenligne disse materialers ydeevne. Denne forskning danner grundlag for den efterfølgende udvikling af alternativer til PA12/GF30-materialer ved hjælp af andre typer forstærkede langkædede polyamider.
Sammenfatning af de vigtigste punkter
(1) Trækstyrke, bøjningsstyrke og bøjningselastisk modul for PA612/GF30-materialer er de bedste, efterfulgt af PA1012/GF30-materialer, og det værste er PA12/GF30-materialer, men uanset om det er slagstyrken ved stuetemperatur eller lav temperatur, er PA1012/GF30-materialet det bedste, PA12/GF30-materialet er det andet, og PA612/GF30-materialet er det værste.
(2) Rækkefølgen af materialetæthed, termisk deformationstemperatur og smeltepunkt fra høj til lav er: PA612/GF30, PA1012/GF30, PA12/GF30. Krympningshastigheden for de tre GF-forstærkede langkædede polyamider er den samme, og vandabsorptionshastigheden er lav, hvilket ikke er meget forskelligt, men udseendet af de produkter, der injiceres fra PA1012/GF30-materiale, er bedre end for PA612/GF30.
(3) Baseret på materialets ydeevne og sprøjtestøbningssituationen er PA1012/GF30-materialet det mest økonomiske alternativ til PA12/GF30-materialet.
Forberedelse af materiale
Råmaterialerne PA612 og PA1012 blev tørret ved 100 °C i 4 timer, og de relevante materialer blev vejet i henhold til forholdet mellem harpiksmatrix, GF og antioxidantmassefraktioner på henholdsvis 69,8% og 30% på 0,2%. Harpiksen og antioxidanten blev først tilsat til den lodrette mixer og blandet jævnt og derefter tilsat til den ko-retningsbestemte dobbeltskrueekstruder. Derefter afkøles de ekstruderede strimler med vand og tørres af en hårtørrer, og pellets granuleres af en granulator. Temperaturen på ekstruderens fodringssektion er 230 ~ 250 ℃, temperaturen på smeltesektionen er 210 ~ 230 ℃, temperaturen på hovedsektionen er 230 ~ 250 ℃, og værtsskruehastigheden er 350 ~ 380 r / t.
Efter at de forberedte pellets er tørret, fremstilles en standard spline af en sprøjtestøbemaskine. Temperaturen er 230 ~ 260 ℃, dekompressionen er 80mpa, og tiden er 35s. Drop P12 / GF30 ved 100 ℃ i 4 timer.
De vigtigste resultater
(1) Mekaniske egenskaber
Billedet nedenfor viser den kraftforøgende ydeevne beskrevet af GF.trækstyrke, bøjningsstyrke og bøjningselastisk modul af PA612/GF30-materialer er de bedste, efterfulgt af PA1012/GF30-materialer, og det værste er PA12/GF30-materialer.trækstyrke, bøjningsstyrke og bøjningselastisk modul af PA612/GF30-materiale er henholdsvis 50, 50MPa og 1 200 MPa højere end PA12/GF30-materiale.PA1012/GF30-materialets trækstyrke, bøjningsstyrke og bøjningselastiske modul er henholdsvis 16, 15 MPa og 400 MPa højere end PA12/GF30-materialets, men uanset om det er slagstyrken ved stuetemperatur eller lav temperatur, er PA1012/GF30-materialet det bedste, PA12/GF30-materialet er det næstbedste, og PA612/GF30 er det dårligste.
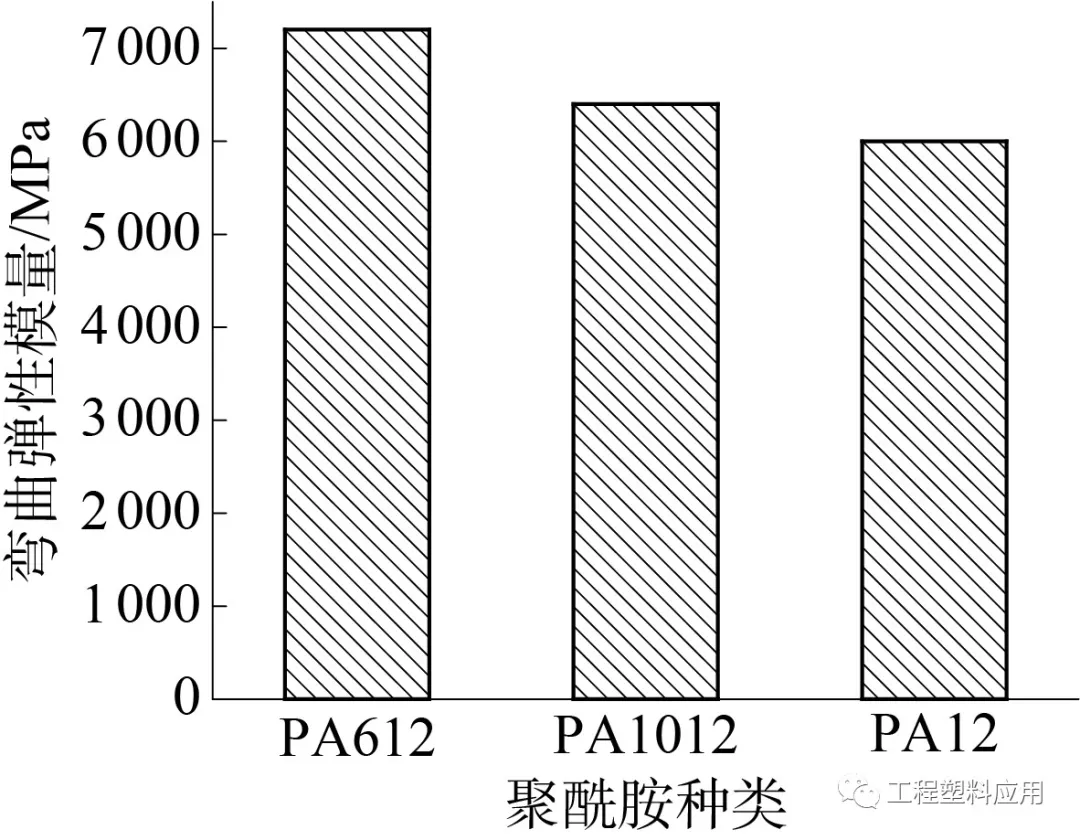
Sammenligning af bøjningselastisk modul

Sammenligning af bøjningsstyrke
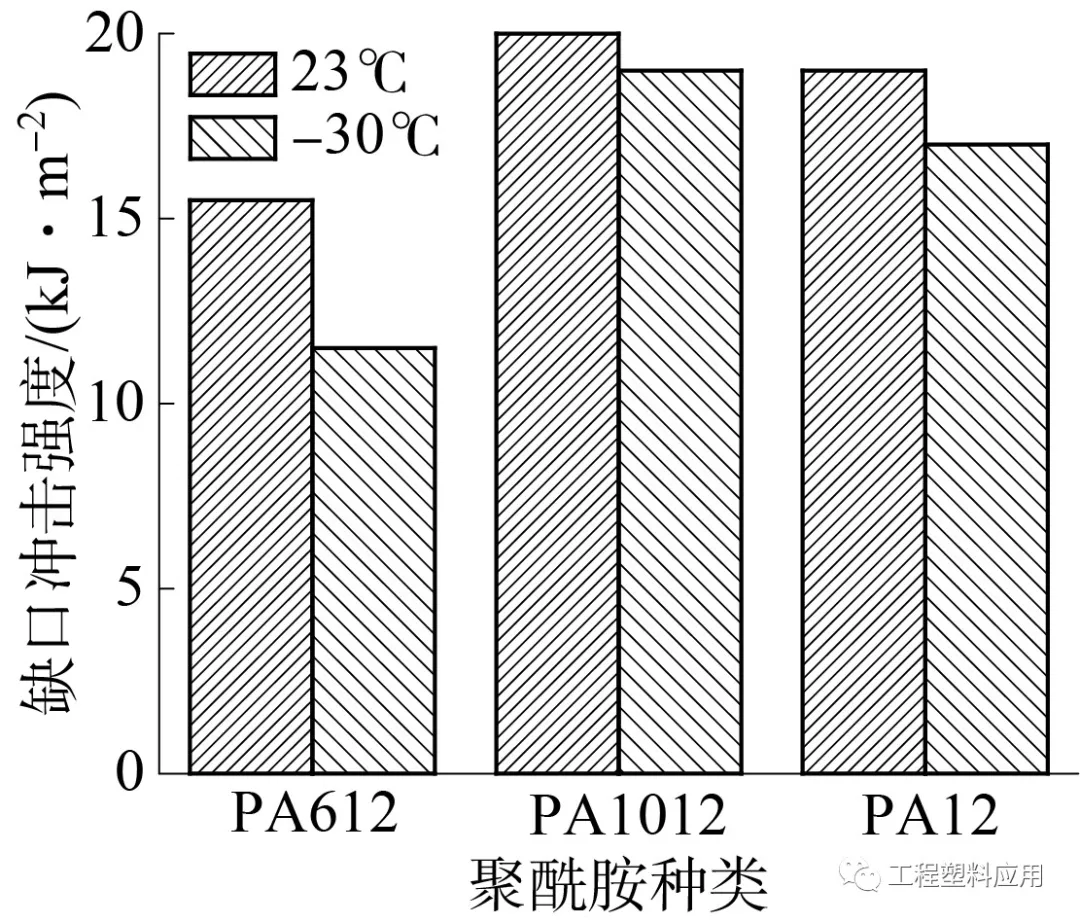
Sammenligning af slagstyrke i hak

Sammenligning af trækstyrke
GF forbedrer præstationsforskellene mellem forskellige langkædede polyamider hovedsageligt på grund af de forskellige molekylære strukturer i langkædede polyamider. Den molekylære struktur i forskellige langkædede polyamider er vist i figuren nedenfor. Når indholdet af amidgruppen øges, øges symmetrien i den molekylære kæde, og krystalliniteten øges, styrken øges også; tværtimod, når indholdet af amidgruppen falder (stigningen i methylgruppen i polyamidmolekylærkæden), falder styrken gradvist, og overensstemmelsen øges.
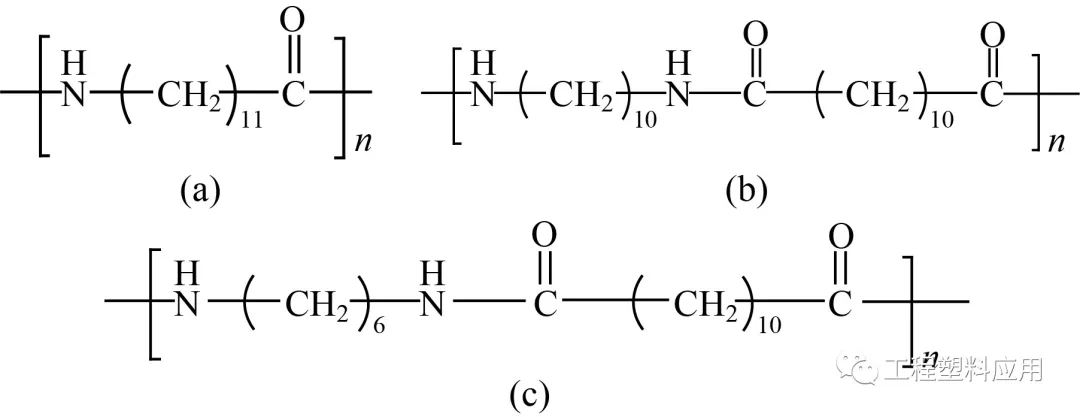
a—PA12;b—PA1012;c—PA612
(2) I den praktiske anvendelse af teknisk plast, især til de omgivende materialer i bilmotordele, skal der lægges særlig vægt på materialernes termiske deformationstemperatur. Billedet nedenfor viser den termiske deformationstemperatur for GF-forstærkede forskellige langkædede polyamider.Det kan ses, at den højeste termiske deformationstemperatur for PA612/GF30-materiale er 185 °C, efterfulgt af PA1012/GF30-materiale, som er 175 °C, og det værste er PA12/GF30-materiale, som er 160 °C. Dette kan skyldes, at PA612 har det højeste amidindhold og den største krystallinitet, hvilket resulterer i den højeste termiske deformationstemperatur. Den højere termiske deformationstemperatur betyder, at materialet kan bruges i bildele med højere temperaturkrav.
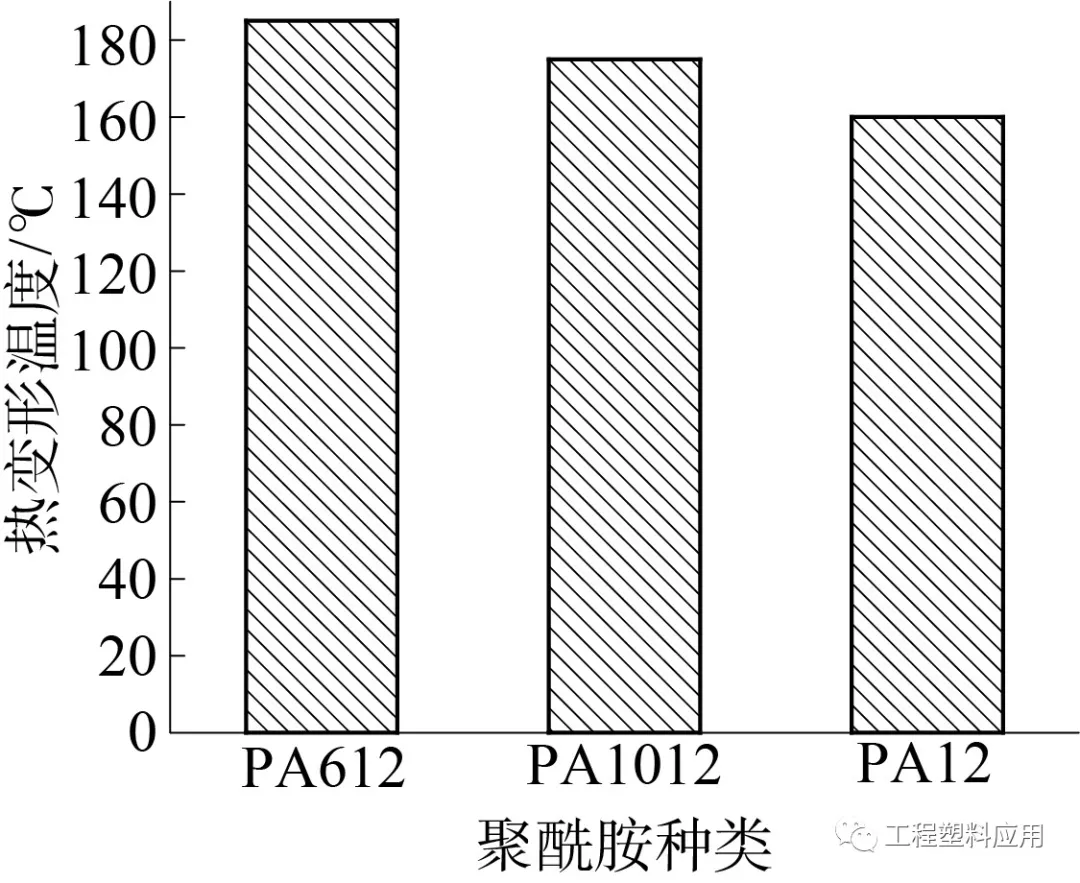
Sammenligning af termisk deformationstemperatur
(3) Sammenligning af faktiske sprøjtestøbte produkter
Med et sprøjtestøbt produkt til hurtigkobling af et fordampningssystem til biler som eksempel blev støbekvaliteten af tre GF-forstærkede langkædede polyamidmaterialer sammenlignet på sprøjtestøbemaskinen. Sprøjtestøbningsprocessen er vist i tabel 1. tabel 2 viser den faktiske sammenligning af støbekvaliteten af GF-forstærkede forskellige langkædede polyamidsprøjtestøbte produkter. som det fremgår af tabel 2, opfylder dimensionerne af PA612/GF30 og PA1012/GF30 kundernes krav, men udseendet af PA1012/GF30 er bedre end PA612/GF30. dette kan skyldes, at smeltepunktet for PA612/GF30-materialet er højere end for PA1012/GF30. Under de samme sprøjtestøbningsbetingelser er PA1012/GF30-materialets fluiditet bedre. Derudover er produkter fremstillet af PA1012/GF30 0,1 g tungere end produkter fremstillet af PA12/GF30, mens produkter fremstillet af PA612/GF30 er 0,5 g tungere end produkter fremstillet af PA12/GF30. At dømme ud fra materialets ydeevne og den faktiske sprøjtestøbningssituation er PA1012/GF30 det mest økonomiske materiale til erstatning af PA12/GF30.